Сварочные электроды выпускаемые Заводами производителями. Электроды для сварки котла
какими лучше варить трубопроводы, отопление, водопровод, лучшая марка
Содержание:
Использование сварочного оборудования для соединения элементов требует владения определенными навыками и умениями. Для выполнения этой процедуры важно учитывать разные нюансы и параметры. Особое внимание уделяют выбору материала для каждого индивидуального случая. Именно электроды влияют на режим сварки, величину шва и его свойства. Однако самое важное влияние они оказывают на прочность стыковки.
Выполняя любое соединение, следует учитывать характеристики материала, так как каждому виду электродов для сварки труб присущи индивидуальные особенности. Это значит, что каждое конкретное соединение выполняется определенными электродами. Значит, нужно изучить все разновидности, чтобы определить их соответствие конкретному процессу.
Сварочные параметры электродов для труб
Основным достоинством рутилово-кислотных электродов для сварки трубопроводов является удаление шлаков при узкой стыковке элементов.
- Рутиловая обмазка образует шов с привлекательным видом, хорошо удаляют шлаки, быстро зажигаются при вторичном использовании. Применение – создание угловых соединений и прихваток.
- Рутиловая + основная обмазка дает возможность получать корневые швы. В основном применяются на трубопроводах, элементы которых имеют средний и малый размер диаметра.
- Электроды с рутилово-целлюлозным покрытием считаются универсальным решением для сварки элементов с толстым покрытием.
- Целлюлозное покрытие дает возможность выполнять кольцевые швы при соединении труб с высоким диаметральным показателем. Это лучшие электроды для сварки труб.
- Основные электроды используются при любой стыковке, независимо от положения шва. Несмотря на то, что шов от такой сварки имеет менее привлекательный вид, снижается риск появления трещин в сварном шве. Наибольший эффект от использования таких электродов можно получить при соединении элементов с толстыми стенками и с плохими сварными свойствами. Также эффективно применение основных электродов при соединении прочной стали.
Свойства материала
Наплавляемый металл должен иметь аналогичную вязкость и прочность, что и основной металл. Поэтому необходимо изучить марку электродов для сварки труб, которая должна соответствовать стандарту DIN EN 499. Этот документ регламентирует показатель прочности при растяжении, предел текучести и вязкость наплавляемого металла.
К примеру, электроды с обозначением E 46 3 B 4 2 H5 имеют следующие параметры:
- Буквой Е обозначаются электроды, предназначенные для ручной сварки. Можно использовать такие электроды для сварки водопроводных труб.
- Далее идет показатель предела текучести, 460 Н/мм2 считается минимальным пределом.
- Следующее обозначение - температура, способствующая развитию трещины, -300С.
- В – означает тип обмазки, в данном случае – основная.
- Следующая цифра – применяемый ток. 4 –сварка с применением постоянного тока.
- Далее идет обозначение направление шва. 2 – любое, исключая вертикальное.
- Последнее обозначение – количество водорода, которое может содержать наплавляемый металл. Н5 означает 5 мл/100 гр.
Диаметральное сечение
Диаметр электродов для трубопроводов имеет большую важность. Это значение влияет на расход присадочного материала и свойства швов.
Номинальным диаметром считается толщина стержня без покрытия. Толщина покрытия своя для каждого типа электродов, регламентируется ГОСТ 9466-75.
Покрытие можно определить отношением общего диаметра электрода к диаметру стержня:
- Тонким считается покрытие при равном соотношении или менее 1,2.
- Среднее покрытие определяется равным соотношением или меньшим 1,45.
- При равном соотношении диаметров или менее 1,8 – толстое покрытие.
- Если отношение диаметров более 1,8. То покрытие будет особо толстым.
Стоит отметить, что изделия импортного производства должны также отвечать указанным правилам. Однако редко можно отметить соответствие их диаметров российским стандартам.
Расчетная мощность электродов
В зависимости от диаметра определяются основные возможности электродов:
- При работе с электродами диаметром 8-12 мм сила тока не должна превышать 450 А, толщина свариваемого материала может быть выше 8 мм. Длина таких электродов – 35-45 см. Основное применение – оборудование промышленного назначения с высокой производительностью.
- Электроды диаметром 6 мм позволяют работать с любым видом стали при силе тока 230-370 А, толщина свариваемого материала – от 4 до 15 мм. Используются в профессиональных целях.
- Для сварки изделий из легированной и низкоуглеродистой стали подойдут электроды диаметром от 1,5 до 3 мм. При этом соединяемые материалы могут иметь толщину в пределах 1-5 мм. Используя материал диаметром 2-5 мм, можно решить проблему, какими электродами лучше варить трубы отопления.
Стоит заметить, что для каждого вида электродов определена своя сила тока.
Перед началом работы стоит определиться, какими электродами варить трубы. Правильно выбранный материал для сварки позволяет выполнить качественный и прочный шов.
trubaspec.com
Как выбрать электроды для сварки труб? Виды и особенности
Большинство профессиональных и домашних сварщиков рано или поздно сталкиваются с необходимость сварить трубы. Не удивительно! Это один из самых распространенных типов сварки. Но сварка труб отличается повышенными требованиями к качеству и герметичности швов, особенно это касается газовых и водопроводных узлов. Для этих целей используют специальные электроды.

Электроды для сварки трубопроводов сконструированы с учетом всех особенностей будущей эксплуатации труб. Швы получаются прочными и долговечными, они выдерживают максимальную температурную нагрузку. Такие электроды имеют особый состав, за счет чего и обеспечивают хорошее качество сварных соединений. У начинающих сварщиков обычно много вопросов по этой теме. Как правильно выбрать электроды? Какими стержнями варить трубу нкт? Какие электроды лучше для сварки труб? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Содержание статьи
Электроды для газопровода
Каким электродом варить трубу, если планируется вводить через нее подачу магистрального газа? Мы рекомендуем электроды марки ОК-46, ЛБ-52 или УОНИ-13/55 (этими же электродами можно сварить трубу нкт). У всех перечисленных марок подходящий состав, они могут быть сделаны с применением марганца, фосфора, серы или кремния. А электроды ОК-46 с рутиловым покрытием и вовсе считаются универсальными. По нашему опыту ими особенно удобно варить детали с широким зазором.

Также на рынке есть марка LB 52U с основным покрытием. Давайте остановимся на ней поподробнее. Такие электроды содержат незначительное количество водорода, поэтому шов получается очень качественным. При этом дуга стабильна, легко зажигается, полностью проваривает металл.
Если предстоит сварка особо ответственных узлов (например, поворотных), при этом труба сделана из углеродистой или низколегированной стали, то мы рекомендуем электроды для сварки труб марки МТГ-01К. Дуга горит стабильно, шлак удаляется легко и быстро, при этом разбрызгивание металла незначительное.
Электроды для труб отопления
Если вам нужно качественно варить трубы отопления, то рекомендуем следующие марки электродов: Э42А, УОНИ 13/45 (диаметр 3 мм). У этих стержней толстое покрытие, благодаря которому можно удобно сварить углеродистую сталь. Также для сварки труб отопления подойдут марки Э-09Х1МФ и ЦЛ-20. Они предназначены для формирования прочного шва при сварке теплоустойчивой стали. У таких стержней тоже довольно толстое покрытие. Если нужно сварить нержавеющую, углеродистую или легированную сталь, то воспользуйтесь электродами марки ЦЛ-9 с основным покрытием. Водорода в таких стержнях мало, а мы уже знаем, что это гарантирует отличное качество шва.
Если планируется сварка труб, в которых будет осуществляться непрерывная подача горячей воды и может быть повышенное давление, то используйте электроды для труб марки МР-3. Этими же стержнями можно сварить трубу нкт. Электроды данной марки имеют рутиловое покрытие и изготавливаются из специальной проволоки. Производители предлагают диаметр от 3 до 5 мм. При работе с этой маркой наклоните электрод в сторону наплавления и применяйте короткую дугу. Тогда сварное соединение получится максимально герметичным.

Очень важно правильно настроить ток. Чем меньше толщина металла и диаметр электрода, тем меньше значение напряжения. Если установить слишком маленькое напряжение, то металл может не провариться. И наоборот: если установить слишком большое значение тока, то деталь может деформироваться. Поэтому обратите внимание на толщину металла и размеры электрода.
Электроды для водопровода
Для сварки водопровода рекомендуем следующие марки: МН-5, МНЖ5 (для медных труб), НЖ-13 (для труб из нержавеющей стали) и МНЧ-2 (для сварки чугунных труб). Если предстоит домашняя сварка инвертором, а трубы изготовлены из черного металла, то можно использовать марку МР-3с. Они могут качественно сварить на низком токе даже трубу с диаметром 32 на 2.8 мм.
Если нужно сделать вертикальный шов, то используйте электроды МНЧ-2. Для сварки холодным и горячим способом подойдут ЦЧ-4, но учтите, что его можно использовать только в нижнем положении. Кстати, при выборе электродов обращайте внимание на наличие покрытия. Обязательно покупайте стержни с обмазкой, поскольку она защитит сварочную зону от негативного влияния кислорода. Мы рекомендуем электроды для сварки трубопроводов с толстым покрытием.

Если вам предстоит какой-то определенный вид работ, то проконсультируйтесь с продавцом в магазине. Внимательно прочтите информацию на упаковках. Для большинства работ подойдут трубные электроды таких производителей, как УОНИ, ОЗС, АНО, KOBELKO, ESAB. Среди отечественных производителей также рекомендуем электроды Уральского и Каменского завода.
Электроды для прочих работ
В этой статье мы уже несколько раз упоминали трубу нкт. Это не случайность. Вопрос «Какими электродами сварить трубу нкт?» активно обсуждается в интернете, и у многих сварщиков вызывает споры. Мы не претендуем на истину, но все же рекомендуем использовать для этих целей электроды марок УОНИ 13/45 или 13/55.Дело в том, что такой тип труб зачатую изготавливается из высоколегированной стали с повышенной прочностью, и такому металлу нужны электроды с особым составом. Приведенные выше марки отлично справляются с задачей, шов получается достаточно надежным и долговечным. Но учтите, что за сварку труб не стоит браться без должного опыта и хорошего сварочного аппарата, иначе вы рискуете испортить работу.
Вместо заключения
Теперь вы знаете, какими электродами лучше варить трубы. Перед покупкой комплектующих обязательно убедитесь, что приобретаете сертифицированный товар. Многие продавцы не стесняются продавать поддельную продукцию от якобы известных брендов. Не гонитесь за низкой ценой, выбирайте электроды по соотношению цены и качества. Делитесь этой статьей в социальных сетях и оставляйте свои комментарии. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
4. Сварочные материалы
4.1. Электроды для ручной дуговой сварки
4.2. Сварочная проволока
4.3. Флюс для автоматической сварки
4.4. Аргон, кислород, ацетилен и углекислый газ
4.5. Вольфрамовые электроды для аргонодуговой сварки
4.1. Электроды для ручной дуговой сварки
4.1.1. Для ручной дуговой сварки стыков трубопроводов и котлов из углеродистых, низколегированных и высоколегированных сталей необходимо применять электроды, удовлетворяющие требованиям ГОСТ 9466, 9467 и 10052. Марку электродов следует выбирать в зависимости от марки свариваемой стали. Для сварки изделий, на которые распространяется настоящий РД, могут быть использованы отечественные электроды, приведенные втабл.4.1; химический состав и механические свойства наплавленного металла этих электродов даны вприложении 7.
Марки электродов зарубежных фирм, которые могут применяться, указаны в приложении 8; там же приведен тип электродов согласно отечественной классификации для определения области применения конкретной марки электродов.
Возможность применения электродов, не указанных в табл.4.1и вприложениях 7и8, для объектов Минэнерго России должна быть согласована с ЗАО "Прочность МК", для других объектов - с любой специализированной научно-исследовательской организацией в области сварки, приведенной в приложениях к правилам Госгортехнадзора России.
4.1.2. Электроды для приварки деталей крепления из высоколегированных сталей к трубам пароперегревателя и другим элементам котла или к трубопроводу из низколегированных перлитных сталей, а также для сварки деталей крепления необходимо выбирать по даннымтабл.4.2.
Для приварки креплений из стали любой марки к трубам из стали аустенитного класса следует применять электроды ЭА-395/9, ЗИО-8, ОЗЛ-6, ЦЛ-25, ЦТ-10, НИАТ-5, из стали 12X11В2МФ - электроды ЭА-400/10У и ЭА-400/10.
4.1.3. Перед сваркой производственных стыков и испытаниями электроды должны быть прокалены по режиму, приведенному в соответствующем документе (ОСТ, ТУ) или этикетке. В случае отсутствия таких данных режим прокалки выбирается потабл.4.3.
Импортные электроды прокаливают по тому же режиму что и отечественные с аналогичным типом покрытия.
4.1.4. Электроды с основным покрытием, предназначенные для сварки перлитных сталей, следует использовать в течение 5 суток после прокалки, электроды ЦТ-45 - в течение 10 суток, остальные электроды - в течение 15 суток, если их хранят на складе с соблюдением требованийп.3.10. По истечении указанного срока электроды перед применением необходимо вновь прокалить. В случае хранения электродов в сушильном шкафу при температуре 80-115°С срок их годности не ограничивается.
Таблица 4.1
Области применения электродов для сварки трубопроводов и элементов котлов
┌────────────────────────────────────────┬──────────────────────────────┐
│ Характеристика свариваемой стали │ Марка электродов*(1) │
├────────┬────────────┬──────────────────┤ │
│ Группа │ Тип, класс │ Марка стали │ │
│ по ПБ │ стали │ │ │
│03-164-9│ │ │ │
│ 7 │ │ │ │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 1 │Углеродистая│08, 10, 20, Ст2,│АНО-4*(2), АНО-6М*(2), │
│ │ │Ст3, Ст3Г │ВСЦ-4А*(3), МР-3*(3), │
│ │ │ │МР-3Р*(2), МР-6*(2), │
│ │ │ │ОЗС-4*(2), ОЗС-6*(2), │
│ │ │ │Ротекс-ОЗС-12*(2), ОЗС-12*(2),│
│ │ │ │ЛЭЗОЗС-12*(2), АНО-18**, │
│ │ │ │АНО-24*(2), УОНИ-13/45, │
│ │ │ │УОНИ-13/55, ЛЭЗУОНИ-13/55,│
│ │ │ │УОНИ-13/55С, ИТС-4С, ТМУ-21У,│
│ │ │ │ЛЭЗТМУ-21У, ЦУ-5, ЛЭЗЦУ-5,│
│ │ │ │ЦУ-7, ЦУ-8, ЦУ-6, ТМУ-46,│
│ │ │ │ТМУ-50, АНО-11, МТГ-01К,│
│ │ │ │МТГ-02 │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 1 │Углеродистая│Ст4, 15Л, 20Л, 25Л│УОНИ-13/45, УОНИ-13/55,│
│ │ │ │УОНИ-13/55С, ЛЭЗУОНИ-13/55,│
│ │ │ │ИТС-4С, ВСЦ-4А*(3), ЦУ-5,│
│ │ │ │ЛЭЗЦУ-5, ТМУ-21У, ЛЭЗТМУ-21У,│
│ │ │ │ЦУ-7, ЦУ-8, ТМУ-46, ТМУ-50,│
│ │ │ │АНО-11, МТГ-01 К, МТГ-02 │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 1 │Низколегиро-│15ГС, 16ГС, 17ГС,│ВСЦ-4А*(3), ЦУ-5, ЛЭЗЦУ-5, │
│ │ванная │14ГН, 16ГН, 09Г2С,│УОНИ-13/55, ЛЭЗУОНИ-13/55,│
│ │конструкцио-│10Г2С1, 14ХГС, 20│УОНИ-13/55С, ТМУ-21У,│
│ │нная │ГС Л, 17Г1С,│ЛЭЗТМУ-21У, ЦУ-7, ЦУ-8,│
│ │ │17Г1СУ │ИТС-4С, АНО-11, МТГ-01К,│
│ │ │ │МТГ-02 │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 4 │Низколегиро-│12МХ, 15ХМ,│ТМЛ-1У, ЛЭЗТМЛ-1У, ЦУ-2ХМ,│
│ │ванная │12Х2М1, 12Х1МФ,│ЦЛ-39, ЛЭЗЦЛ-39, ЦЛ-38,│
│ │теплоустой- │12Х2МФБ, 12Х2МФСР │ЛЭЗТМЛ-ЗУ, ТМЛ-ЗУ │
│ │чивая: │ │ │
│ │ │ │ │
│ │трубы │12МХ, 15ХМ, 20ХМЛ │ТМЛ-1У, ЛЭЗТМЛ-1У, ЦУ-2ХМ,│
│ │диаметром │ │ЦЛ-38 │
│ │100 мм и│ │ │
│ │менее │ │ │
│ │ │ │ │
│ │трубы │12X1 МФ,│ТМУ-1У, ЛЭЗТМЛ-1У, ЦУ-2ХМ,│
│ │диаметром │работающие при│ЦЛ-20, ЦЛ-20М, ЦЛ-39,│
│ │более 100 мм│температуре среды│ЛЭЗЦЛ-39, ТМЛ-ЗУ, ЛЭЗТМЛ-ЗУ,│
│ │ │до 510°С│ЦЛ-38 │
│ │ │включительно │ЦЛ-20, ЦЛ-20М,ТМЛ-ЗУ,│
│ │ │12Х1МФ,15Х1М1Ф, │ЛЭЗТМЛ-ЗУ, ЦЛ-39, ЛЭЗЦЛ-39,│
│ │ │20ХМФЛ,15Х1М1ФЛ, │ЦЛ-45 │
│ │ │15Х1М1Ф-ЦД │ │
│ │ │работающие при│ │
│ │ │температуре среды│ │
│ │ │до 570°С│ │
│ │ │включительно │ │
├────────┴────────────┴──────────────────┴──────────────────────────────┤
│ Электроды для сварки труб поверхностей нагрева котлов │
├────────┬────────────┬──────────────────┬──────────────────────────────┤
│ 5 │Легированная│10Х9МФБ (ДИ 82-Ш) │ЦЛ-57 │
│ │мартенситная│ │ │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 6 │Высоколеги- │12Х11В2МФ (ЭИ756) │ЭА-400/10У, ЛЭЗЭА-400/10У,│
│ │рованная │ │ЭА-400/10Т │
│ │мартенситно-│ │ │
│ │ферритная │ │ │
├────────┼────────────┼──────────────────┼──────────────────────────────┤
│ 9 │Высоколеги- │ │ │
│ │рованная │ │ │
│ │аустенитная:│ │ │
│ │ │ │ │
│ │хромоникеле-│12Х18Н12Т, │ЦТ-26, ЭА-400/10У,│
│ │вая │12Х18Н10Т │ЛЭЗЭА-400/10У, ЭА-400/10Т,│
│ │ │ │ЦТ-26М, ЦТ-15, ЛЭЗЦТ-15,│
│ │ │ │ЦТ-15-1, ЦТ-15К * │
│ │ │ │ │
│ │хромомарган-│10Х13Г12БС 2Н2Д2│ЦТ-15*(4), ЛЭЗЦТ-15*(3) │
│ │цевая │(ДИ 59) │ │
└────────┴────────────┴──────────────────┴──────────────────────────────┘
_____________________________
*(1) Электроды АНО-6М, МР-3, ОЗС-4, ОЗС-6, ОЗС-12 предназначены для сварки на переменном и постоянном токе обратной полярности (плюс на электроде), МР-3Р - на переменном и постоянном токе (минус на электроде), АНО-4 и АНО-24 - на переменном и постоянном токе любой полярности, АНО-18, Ротекс-ОЗС-12, МР-3С, ЛЭЗОЗС-12 - на переменном и постоянном токе прямой полярности, ВСЦ-4А - на постоянном токе любой полярности, электроды остальных марок - на постоянном токе обратной полярности.
*(2) Можно применять для сварки следующих узлов из углеродистых сталей: трубопроводов пара и горячей воды категорий III и IV; трубопроводов в пределах котла и турбины с рабочим давлением не более 4 МПа (40 кгс/см2) и температурой не более 320°С; трубопроводов, на которые не распространяются правила Госгортехнадзора России, кроме трубопроводов регулирования турбины, маслопроводов и мазутопроводов.
*(3) Для сварки только корневого слоя стыков трубопроводов диаметром 219 мм и более без подкладных колец.
*(4) Для выполнения основной части разделки при комбинированной сварке (корневой слой сваривается ручной аргонодуговой сваркой).
Примечание. Электроды, в обозначении марки которых впереди стоят буквы ЛЭЗ (ЛЭЗОЗС-12, ЛЭЗУОНИ-13/55, ЛЭЗТМУ-1У и др.), изготавливаются Лосиноостровским электродным заводом и имеют те же характеристики (см.приложение 7), области применения (см.табл.15.1) и режимы прокалки (см.табл.4.3), что и электроды без этих трех букв (ОЗС-12, УОНИ-13/55, ТМЛ-1У и др.).
Таблица 4.2
studfiles.net
Сварочные электроды для сварки труб — какие лучше?
Июнь 15, 2017
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность. Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание.
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.
Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
Недостатки:
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
От того, каким электродом будет производиться сварка труб отопления или других конструкций, напрямую зависит срок эксплуатации материалов.
Стержни могут отличаться своей толщиной и количеством покрытия. Для сварки оцинкованных труб или каких-либо других применяются электроды диаметром 2-5 мм. А само покрытие будет составлять от 5% до 20% от всей массы изделия.Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.
Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Если труба имеет небольшой диаметр, её нужно сваривать целостным соединением, а если она отличается большой толщиной, шов должен быть прерывистым.
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Вывод
Чтобы сделать выбор электрода более подготовленным, стоит взять в расчет норму расхода стержней и учесть привязку определённого вида труб к материалу, из которого сделаны прутки. А для ещё лучшего понимания процедуры выбора, лучше всего обратиться за советом к опытным специалистам, которые имеют большой опыт в проведении подобного рода работ.
electrod.biz
Как выбрать электроды для сварки

Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
- Виды сварочных аппаратов
- Как выбрать электроды для сварки
- Как выбрать сварочные электроды с учетом режима работы и особенности металла
- Марки импортных сварочных электродов
- Общие советы, как правильно выбрать электроды
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
- бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;

- профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
- Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
- По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
- Еще их недостатки – большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.

Выпрямители
- Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
- Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
- Еще одно отличие от трансформатора – возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
- На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.

- Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
- точные настройки для разных видов работ;
- независят от скачков напряжения в сети;
- создают высококачественные сварные швы;
- допускается работать даже с тонкостенными металлами;
- целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
- Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
- Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.

Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
- проведение ремонта или наплавки;
- сварка углеродистой или низколегированной стали;
- сварка меди или любых медных сплавов;
- сварка чугуна и чугунных сплавов;
- сварка алюминия и алюминиевых сплавов;
- работа с металлами трудноподдающихся сварке;
- сварка высоколегированной стали;
- сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
- основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
- электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.

- Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
- Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
- На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные - от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком – не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
- В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
- В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами – это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
- электрод диаметром 2 мм потребует силу тока 50-60 А;
- для электрода размером 2,5 мм этот показатель составит 60-90 А;
- изделие размером 3 мм варят током 80 -140 А;
- если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
- при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
- электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.

Ниже расшифруем, какие электроды выбрать:
- ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
- ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
- ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
- ОК 61.30 и ОК 63.20. Ими варят нержавейку.
- ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
- ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
- ОК 96.20. Потребуются для работы с алюминием.
Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
- Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
- При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
- При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.
strport.ru
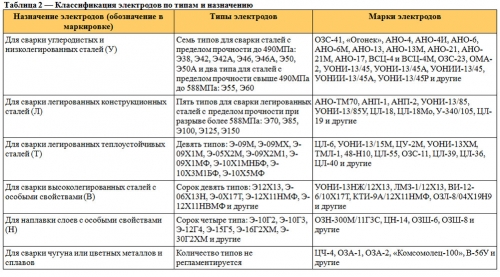
Сварочные Электроды по Маркам и назначению
Электроды для сварки углеродистых и низколегированных сталей.
Сварочные Электроды мр-3т Электроды марки ЛЭЗ МР-ЗТ предназначены для РДС (ручной дуговой сварки) и сварки из углеродистых сталей (например чугун) с содержанием углерода до 0.25% Хотя можно признать что это низко углеродистая сталь так как их можно разделить на средне углеродистую и высоко углеродистую Сварочные Электроды мр-3а Электроды марки МР-3А предназначены для сварки углеродистых сталей с содержанием углерода 0.25% . Отличия марки мр-3т и мр-3а заключаются в том что "а" - это улучшенный вариант электродов. Хотя имеет тоже самое предназначение что и мр-3т. Сварочные Электроды мр-3 Данные электроды разработаны компанией СпецЭлектрод. Мр-3 обрели популярность благодаря своим универсальным качествам, а так же отличному качеству электродов. Много положительных отзывов. Сварку можно производить в любом положении в пространстве, а так же использовать любой ток любой полярности. Сварочные Электроды озс-12 С помощью данных электродов можно производить сваривание ответственных конструкций, которые изготовлены из углеродистых сталей и которые имеют временное сопротивление около 450 МПа.При сваривании электродами ОЗС-12 обеспечивается легкость ведения электрода и всего сварочного процесса. Сварочные электроды мр-3с Электроды МР-3C – вот идеальное решение Вашей проблемы.Покрытие электродов МР-3C рутил-целлюлозное о чем нас информирует буква "C-целюлозное". Производительность наплавки составляет 1,4 килограмма в час.Расход электродов на 1 килограмм наплавленного металла нужно использовать 1,7 килограмма электродов МР-3C. Сварочные электроды ано-4т Электродами ано-4т сварку можно вести во всех пространственных положениях кроме сверху вниз, а так же производить сварку углеродистых сталей с содержанием углерода до 0.25%. Производятся данные электроды диаметров от 2.5 до 6 миллиметров. Маркируются как Э46-ЛЭЗАНО-4Т-Ø-УД / Е 430(3)-Р26 Сварочные электроды ано-4 Сварку электродами ано-4 можно производить во всех пространственных положениях. Так же из их особенностей можно отметить то что можно производить сварку как постоянным так и переменным , а так же как прямой полярностью так и обратной. Перед сваркой обязательно нужно прокалить электроды АНО-4. Температура прокалки от 140 до 180 градусов по Цельсию на протяжении 30 – 40 минут. Сварочные электроды озс-4т С помощью электродов озс-4т можно производить сваривание углеродистых или низколегированных сталей практически во всех пространственных положениях.Коэффициент наплавки составляет 8,5 г/Ач.Расход электродов составляет 1,7 килограмма.Ударная вязкость около 137 Дж/см2. Сварочные электроды озс-4 Электроды ОЗС-4 производят из проволоки СВ-08 и СВ-08А.Перед сваркой обязательно рекомендуется проветсти прокалку электродов.Для сварки электродами ОЗС-4 используется постоянный ток любой полярности.Можно отметить, что электроды ОЗС-4 отличаются легким зажиганием дуги. Сварочные электроды озс-6 Производительность электродов диаметром четыре миллиметра составляет один и восемь килограмма в час. Расход данных электродов полтора килограмма на один килограмм наплавленного металла. То есть расход данных электродов (1.5 кг) ниже чем у других видов (от 1.7 кг). Сварочные электроды ано-21 Торец электрода АНО-21 обработан ионизирующим покрытием, которое позволяет быстро разжечь дугу в первый раз.Электроды АНО-21 славятся низким разбрызгиванием металла.Покрытие электродов АНО-21 рутиловое и благодаря этому покрытию гарантируется высокое качество сварного соединения и шва. Сварочные электроды уони 13/55 Электроды уони завоевали популярность как среди опытных сварщиков так и среди обычных любителей поварить что нибудь. Для сварки электродами уони 13\55 требуются постоянный ток обратной полярности. Сварку можно производить во всех пространственных положениях. Всю подробную информацию можно прочитать на упаковке с данными электродами. Сварочные электроды уони 13/55а Данные электроды отличаются от уони 13 55 тем что ими можно производить сварку в пониженных температурах.Довольно не плохие электроды судя по положительным отзывам пользователей и сварщиков. Сварочные электроды уони 13/55с Предназначение данных электродов заключается в том что их основное назначения для сварки углеродистых и низколегированных сталей. Сварку можно производить во всех положениях в пространстве на постоянном токе обратной полярности. Сварочные электроды цу-5 Данные электроды предназначены для сварки толстостенных трубопроводов которые изготовлены из углеродистых и низколегированных сталей, а также для прохождения коренных швов. Не следует эксплуатировать сварные соединения свыше четырехсот градусов по Цельсию. Сварочные электроды тму-21у Данные электроды используются для сварки ответственных узлов трубопроводов например такие как нефтепроводы или при строительстве атомных электростанций. А так же эти электроды используют для сварки углеродистой низколегированной стали и при сварке конструкционных сталей которые предназначены для энергетической промышленности. Сварочные электроды ви-10-6 Электроды данной категории относятся к типу Э60 , а это говорит о том что они предназначены для сварки особо ответственных конструкций состоящих из углеродистых и низколегированных материалов. Временное сопротивление разрыву 590 мега паскаль. Сварочные Электроды уони 13/45 Электроды уони 13 45 разработаны для сварки ответственных конструкций, которые состоят из углеродистой и низкоуглеродистой стали. Сварку можно производить во всех положениях в пространстве шва постоянным током обратной полярности. Сварочные электроды уони 13/55У Данными электродами можно производить сварку рельсов и арматур которые состоят из углеродистых и низколегированных сталей. Сварку можно производить как постоянным так и переменным током любой полярности, а так же замечу что выполнять швы можно во всех положениях в пространстве. Сварочные электроды озс 18 Предназначены для ответственных конструкций и сварки сталей марок 10/15ХСНД, 10ХНДП. Электроды типа Э50. Расход электродов полтора килограмма на один кг расплавленного металла электрода. Сварочные электроды озс 21 К достоинствам можно смело относится то, что есть возможность варить по окисленным кромкам без потери качества сварочного шва,а так же допускается наложение швов с помощью удлиненной дуги. Шлак отделяется от легко. Электроды АНО 18 | АНО 19 | АНО 20 Этот вид электродов используют для сварки низколегированных/углеродистых сталей. Сварка осуществляется на переменном или постоянном токе прямой либо обратной полярности. Особенностью АНО 19 является то, что они предназначаются только для сварки в горизонтальной позиции. Электроды АНО 9 Хотя они и относятся к типу э50а в тоже время они предназначены для сварки углеродистых низколегированных сталей. Имеет довольно обширные положения при сварке.Сварочные электроды типа Э50А и Э60 предназаченных для сварки магистральных нефтегазопроводов.
Сварочные электроды ЛБгп Данные электроды предназначены для сварки нефтепроводов, газопроводов, труб которые предназначены для подобных целей. В основном назначение этих электродов является: для сварки углеродистых и низколегированных сталей. Электроды диаметром 2.5 и 3 миллиметра используют для сварки коренных швов. А троечка и четверочка для остальных швов. Сварочные электроды лб-60 Электроды данного типа предназначены для сварки всех швов магистральных нефтегазопроводов кроме коренного. Коренной шов производится электродами ЛБгп. Сварка производится во всех положениях в пространстве кроме вертикального сверху вниз. Варить постоянным током обратной полярностью.Электроды для сварки высоколегированных жаропрочных сталей
Сварочные электроды озл-5 Данными электродами варят дефекты литья у которых устойчивость к температуре при эксплуатации не более тысячи пятидесяти градусов по Цельсию. В основном электроды этой марки предназначены для сталей марок 20Х25Н20С2 (Х25Н20С2-ЭИ283), 20Х20Н14С2 (Х20Н14С2-ЭИ211), а так же подобных видов. Сварочные электроды озл-9а Данные электроды предназначены для сварки жаростойких сталей. Предназначены эти электроды для определенных марок сталей, но и подобные этим маркам тоже можно производить сварку. Марки сталей для сварки данными электродами: 12Х25Н16Г7АР, 45Х25Н20С2, Х18Н35С2. После сварки данными электродами можно эксплуатировать сталь в окислительных средах с высоким содержанием углерода при высокой температуре, но не выше чем тысяча сто пятьдесят градусов по Цельсию.Электроды для сварки высоколегированных нержавеющих (коррозионностойких) сталей.
Сварочные электроды озл-7 Если вы не знаете какими электродами произвести сварки нержавейки то данные электроды помогут вам так как они специально были разработаны для этого. Предназначены для сталей марок 08Х18Н10, 08Х18Н10Т, 08Х18Н12Б и похожих.Сварку можно производить во всех положениях в пространстве постоянным током обратной обратной полярности. Сварочные электроды цл-11 Данные электроды предназначены для сварки нержавеющих сталей. Другими словами цл-11 предназначены для хромоникелевой стали. В основном разработаны для сталей таких марок как 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Б, 08Х18Н12Т. Сварочные электроды лэз 11 Электроды лэз-11 предназначены для сварки нержавеющей сталей еще говорят как коррозионностойкая сталь. Купить данные электроды вы можете на официальном сайте ЛЭЗ либо в торговом доме лэз. Из плюсов можно отметить что сварку можно производить во всех пространственных положениях кроме вертикального сверху вниз. Сварочные электроды озл-8 Сварка электродами ОЗЛ-8 можно производить во всех пространственных кроме вертикального сверху вниз. Для сварки электродом ОЗЛ-8 нужно использовать ток постоянный и он должен быть обратной полярности. Электроды ОЗЛ-8 отличаются от других видов тем, что они имеют высокие гигиенические показатели. Сварочные электроды лэз-8 Данные электроды специально разработаны для сварки нержавейки и для сталей таких как 08X18Н10, 12X18Н9 ,08Х18Н10Т. Из особенностей можно отметить то что сварку можно производить как постоянным так и переменным током. Сварку можно производить во всех положениях в пространстве кроме вертикального сверху вниз. Сварочные электроды цт-15 Электродами цт-15 варят хромоникелевые стали таких марок как 12Х18Н9Т, Х20Н12Т-Л, Х16Н13Б и 12Х18Н12Т. Сварку данным электродом нужно производить постоянным током обратной полярности. Сварочные электроды цл-9 Что производит впечатление в электродах цл-9 так это его расход. Для диаметра четыре миллиметра он составляет всего один и семь килограмма на один килограмм наплавленного металла. Предназначены для сварки нержавеющих сталей марок 12Х18Н10Т, 08Х13, 12Х18Н9Т. Сварочные электроды нж-13 Для сварки нержавеющей стали можно использовать электроды марки нж-13. Они предназначены для сварки каррозийностойких сталей. Как обычно мы спрашиваем какими электродами варить нержавейку ответ очевиден конечно же нж-13. Сварочные электроды кти-5 Предназначены для паровых и газовых турбин, а так же для конструкций из литья. Используются при строительстве крупных заводов или создании какой-нибудь техники больших размеров. Сварочные электроды уони-13 Электроды уони выпускаются нескольких марок. Например уони 13\45 и уони 13\55 или вот электроды уони 13\нж для сварки конструкций из хромистых сталей типов 08Х13 и 12Х1. Сварка во всех положениях в пространстве, а так же для сварки данными электродами нужно использовать постоянный ток обратной полярности. Сварочные электроды ниат-1 Покрытие данных электродов рутиловое основное. Расход электродов один и шесть килограмма электродов на килограмм наплавленного металла если диаметр электрода четверка. Временное сопротивление разрыву 640 мега паскаль учитывая что у многих электродов он является несколько меньшим. Сварочные электроды озл-20 Покрытие электродов ОЗЛ-20 позволяет вам вести сварку во всех положениях в пространстве. Сварочный шов наложенный данными электродами имеет в своем составе химические элементы как - сульфур, карбон, никель, хром, магний, молибден, силиций и фосфор. Сварочные электроды озл-36 Основное назначение данных электродов сварка ответственных изделий из коррозионно стойких хромоникелевых сталей. Сварку нужно производить постоянным током обратной полярности. Расход данных электродов один килограмм наплавленного металла на полтора килограмма электродов. Сварочные электроды лэз-99 Данный электрод предназначен для сварки оцинковки, а так же для сварки углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса. Электроды ЛЭЗ-99 производятся диаметром 3, 4 и 5 миллиметров. Сварочные электроды зио-8 Электрод зио-8 предназначен для ответственных конструкций из двухслойной стали. Сварку можно производить всех положениях в пространстве кроме вертикального сверху вниз. Выполнять сварку нужно при постоянном токе обратной полярности. Сварочные электроды озл-6 Предназначены данные электроды для жаропрочных сталей и деталей литья. Расход электродов 1.6 килограмма на килограмм наплавленного металла. Из особенностей можно отметить то что с помощью данных электродов возможно произвести сварку хромистых сталей типа 15Х25Т. Сварочные электроды эа-400 Сварку данными электродами нужно производить постоянным током обратной полярности. Предназначены для сварки металлов устойчивых к коррозии. Нельзя после сварки производить термообработку и выдержит данный шов только 350 градусов и не больше при работе а агрессивных средах. Сварочные электроды к-04 Этими электродами можно варить высоколегированные жаростойкие стали, ну в общем они для этого и предназначены. Расход данных электродов довольно не большой всего один пятьдесят пять килограмма электрода на один килограмм наплавленного металла.Электроды для сплавов на никелевой основе.
Сварочные электроды цт-28 Данными электродами можно произвести сварку оборудования жаростойких и жаропрочных сплавов которые имеют в своей основе такой химический элемент как никель. Марки стали для которых разработаны электроды именуются как ХН78Т ХН70ВМЮТ, а так же можно производить сварку подобных сталей в которых имеется в основе никель. Сварочные электроды озл-25б Электроды данного вида разработаны для сварки изделий которые изготовлены из коррозионно стойких жаростойких и жаропрочных сплавов марки типа ХН78Т, а так же можно производить сварку хладостойких и разнородных сталей и чугуна. Сварочные электроды озл-17у Предназначены для сварки изделий из нержавеющих сплавов типов 06ХН28МДТ 03ХН28МДТ, а так же для сварки стали марки 03Х21Н21М4ГБ.Основное предназначение для сварки сталей сплавов которые работают в средах с серной и фосфорных кислот с примесями фтористых соединений.Электроды для сварки разнородных и высоколегированных сталей.
Сварочные электроды нии-48г Электроды предназначены для сварки металлов с высоким содержанием марганца. расход электродов один и семь килограмма на один килограмм наплавленного металла. Жаростойкость швов данных электродов достигает восьмисот градусов по Цельсию. Сварочные электроды ниат-5 Данные электроды предназначены для сварки разнородных и высоколегированных сталей. Перед сваркой желательно прокалить электроды в специально печи для прокалки. Расход электродов при диаметре в четыре миллиметра 1.6 килограмма на один килограмм наплавленного металла. Сварочные электроды анжр-1 Если вы искали электроды для сварки разнородных сталей то вы их нашли. Данные электроды могут варить жаропрочные стали и при этом не требуют перед сваркой предварительного подогрева. Предназначены для ответственных конструкций у которых рабочая температура не превышает 550 - 600 градусов по Цельсию. Сварку производят во всех положениях в пространстве постоянным током обратной полярности. Сварочные электроды анжр-2 Эти электроды предназначены для сварки теплоустойчивых и закаленных сталей без предварительного подогрева и последующей обработки после сварки. Данные электроды похожи на анжр-1 и отличаются лишь несколькими параметрами и свойствами. Сварочные электроды эа 981/15 Если у вас есть желание сварить какую то ответственную конструкцию то данные электроды это то что вам нужно. В основном их назначение заключается в том что они предназначены для сталей которые являются высоколегированными с повышенной прочностью.Хочу заметить что сварку производят во всех положениях в пространстве постоянным током обратной полярности. Сварочные электроды ЭА-395/9 Данными электродами варят ответственные конструкции. Основное предназначение: Для сварки таких сталей которые относятся к аустенитному классу. Марки сталей для сварки 08Х18Н10Т, 10Х17Н13М2Т и похожих на эти марки. сварку производят постоянным током обратной полярностью. Сварочные электроды озл 19 Эти электроды предназначены для сварки дефектов литья и конструкций которые состоят из высокомарганцовистой стали марок типа 110Г13Л . А так же эту марку стали можно варить с другими сталями и даже легированными сталями типа 30ХГСА и углеродистыми типами например тип 35.Электроды для сварки теплоустойчивых и легированных сталей.
Сварочные электроды цл-39 Данными электродами можно варить котлы и трубы которые подвержены воздействию температур до 585 градусов по Цельсию. Сварку можно производить во всех положениях в пространстве, а так же не нужно забывать что это нужно делать на постоянном токе обратной полярности. Сварочные электроды тмл-3у Сварка данными электродами производится на постоянном токе обратной полярности.основное предназначение данных электродов это сварка паропроводов и подобных сталей, но хочу заметить что они разработаны для особых марок сталей таких как 12Х1МФ 15Х1М1Ф 20ХМФЛ 15Х1М1ФЛ. При сварке нужно учитывать что рабочая температура свариваемого металла не должна превышать 570 градусов по Цельсию. Сварочные электроды тмл-1у Так же как и с электроды тмл-3у предназначены для трубопроводов , но отличаются данный вид электродов предназначением к металлу и рабочей температурой. И так давайте рассмотрим основные параметры. Сварка паропроводов которые состоят из сталей таких марок как 12МХ 15МХ 12Х1МФ 15Х1М1Ф 20ХМФЛ. а так же нужно помнить что рабочая температура 570 градусов по Цельсию. Сварочные электроды цл-17 Данными электродами производят сварку конструкций из хромомолибденовых сталей. Стоит заметить что у данных электродов есть предназначение для особых марок сталей таких как 15Х5М 12Х5МА 15Х5МФА . Замечу что можно варить эти стали которые так же работают в агрессивных средах и рабочая температура не превышает четыреста пятьдесят градусов по Цельсию. Сварочные электроды тмл-5 У данных электродов специальное назначение. Они предназначены для сварки дефектов литья. Электродами данной марки варят не простое литье , а изделия энергооборудования которые состоят из сталей марок 20ХМЛ 20ХМФЛ 15Х1М1ФЛ и им подобных. После сварки не нужно выполнять термообработку. Сварка постоянным током обратной полярностью во всех положениях в пространстве кроме вертикального сверху вниз.Электроды для наплавки.
Сварочные электроды нр-70 Данные электроды предназначены для наплавки таких металлов которые постоянно подвергаются нагрузкам трению ударам и прочим видам. В основном можно назвать несколько изделий для которых они предназначены это Рельсы из мартеновской стали и крестовины и прочие изделия. Проволока из которых изготавливают стержень маркируется как Св-08 Св-08А по ГОСТ 2246-70. Не предназначены для рельсов изготовленных из бессемеровской стали. Сварочные электроды т-590 Сварочные электроды Т-590 предназначены для наплавки металла на детали, которые работают при умеренных ударных нагрузках. Также их используют для наплавки металла, который в дальнейшем будет подвержен абразивному износу. Помимо этого сварочные электроды Т-590 применяют для наплавки металла на изделия, которые будут работать в песчаном грунте, камнях, шлаки, а также для наплавки металла на детали шлаковых дробилок. Как видите, сварочные электроды Т-590 широко используются для наплавки металла. Сварочные электроды Т-620 Электроды Т-620 позволят производить наплавку металла на изношенных деталях которые работают в абразивной среде либо подвергается ударной нагрузки. Наплавку металла производят в нижнем положении сварочного шва и используют при этом переменный ток прямой полярности. Сварочные электроды озн-6 Предназначены для наплавки быстроизнашивающихся деталей работающих в условиях абразивного изнашивания и ударных нагрузок. Наплавка производится в нижнем вертикальном и ограниченно потолочном положении. Сварка производят как переменным током и постоянным током обратной полярности. Сварочные электроды озм-3 Предназначены для наплавки без предварительного подогрева или с малым подогревом в пределах от ста пятидесяти до трехсот пятидесяти градусов по Цельсию.Для наплавки меди марок по ГОСТу 859-78,которые содержат не более 0,01% кислорода.Сварка и наплавка производится в нижнем и наклонном положениях шва в пространстве постоянным током обратной полярности. Сварочные электроды цн-6л ЦН-6Л используют для наплавки металла уплотнительных поверхностей. Электродами ЦН-6Л можно производить наплавку на поверхностях различных деталей арматуры и котлов, которые работают при температуре не превышающую 570 градусов по Цельсию, а так же котлы которые работают под давлением до 7800 МПа. Сварочные электроды цн-12м Данные электроды предназначены для наплавки таких деталей либо агрегатов которые работают под высоким давлением либо при высокой температуре. Наплавка производится постоянным током обратной полярности. Стоит заметить что наплавка производится только нижним положении. Сварочные электроды лэз-4 Электроды ЛЭЗ 4 предназначены для наплавки, а также для заварки дефектов литья в железнодорожных крестовинах. Еще данные электроды используются для наплавки металла высокомарганцовистых сталей. При наплавке 1 килограмма металла Вам нужно будет задействовать не менее 1.65 килограмма электродов ЛЭЗ-4. Сварочные электроды озн-300м Электроды ОЗН-З00М применяют для наплавки металла на детали которые состоят из углеродистой или либо низколегированной стали, а так же можно производить наплавку деталей которые находятся в постоянном трении или в условиях ударных нагрузок. Сварочные электроды озн-400м С помощью данных электродов осуществляется наплавка деталей и изделий которые работают в условиях трения и ударных нагрузок. Наплавочные электроды ОЗН-400М бывают только диаметром 4 и 5 миллиметров. Сварочные электроды анп-13 Основное отличие электродов АНП-13 от других наплавочных электродов в том что они предназначены для наплавки изношенных в результате сухого трения. Сварочные электроды омг-н Электроды предназначены для наплавки железнодорожных изделий которые состоят восокомарганцовистой стали такой марки как 110Г13Л. Наплавку можно производить как в нижнем положении так и в наклонном положении, а так же нельзя забывать что производить наплавку нужно постоянным либо переменным током.
Электроды для сварки и наплавки чугуна.
Сварочные электроды цч-4 Хорошие электроды для наплавки ремонтных действий связанных с серым ковким и высокопрочным чугуном. Не требуют перед сваркой дополнительного подогрева чугуна что очень удобно. Сварочные электроды озч-2 Сварку можно производить без предварительного подогрева в местах сварки. Предназначены данные электроды для наплавки и заварки дефектов литья из серого либо ковкого чугуна. Сварка производится в нижнем и вертикальном положении постоянным током обратной полярности. Сварочные электроды озч-6 Данными электродами производят сварку чугуна. Перед использованием рекомендуется произвести прокалку при температуре двести десять градусов по Цельсию. Сварочные электроды нч-2 Электродами НЧ-2 производится сварка и наплавка чугуна. С помощью данных электродов производят ремонт деталей из высокопрочного, ковкого и серого чугуна. Для сваривания НЧ-2 нужно использовать ток: 70 – 110 Ампер, 100 – 140 Ампер и 140 – 190 Ампер соответственно по возрастанию перечисления диаметров электродов. Сварочные электроды мнч-2 Электроды МНЧ-2 можно варить без предварительного подогрева чугуна. Предназначены для заварки дефектов литья и наплавки чугуна. Сварка и наплавка с применением электродов МНЧ-2 производится в нижнем и вертикальном положении. Сварку нужно производить на постоянном токе обратной полярности.Электроды для сварки и наплавки меди а так же цветных металлов.
Сварочные электроды анц Сварочные электроды АНЦ предназначены для сварки и наплавки изделий, которые выполнены из технически чистой меди. Содержание кислорода в данном виде меди должно составлять не более 0,01%. Также с использованием электродов АНЦ Вы можете производить сваривание и наплавку металла низколегированных сплавов, в основе которых лежит медь. Сварочные электроды комсомолец-100 При сваривании ответственных металлических конструкций большинство профессиональных сварщиков используют электроды Комсомолец-100. Как Вы понимаете, профессиональные сварщики не будут использовать непроверенный инструмент или же сварочное оборудование низкого качества, не соответствующего цене. Сварочные электроды озб-2м Электродами ОЗБ-2М производят сварку и наплавку бронз, а так же заварку разичных дефектов бронзового литья. Сварку нужно производить в нижнем, горизонтальном и вертикальном положении в пространстве. Сварку производят постоянным током обратной полярности.Электроды для резки металлов.
Сварочные электроды озр-1Электроды для сварки алюминия и его сплавов.
Сварочные электроды ОЗА-1 Не редко бывает так что приходится сталкиваться с тем что нужно произвести сварку алюминия, а как правило для этого нужна профессиональная сварка, но выход есть это сварка ручной дуговой сваркой электродами по алюминию например такими как оза-1 и его аналогами.elektrod-3g.ru
Электроды для инверторной сварки:
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Содержание статьи
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Про типы сварочных аппаратов читайте тут.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
stroychik.ru