Способ очистки конвективных поверхностей нагрева паровых котлов. Механическая очистка поверхностей нагрева котла
ОЧИСТКА ПОВЕРХНОСТЕЙ НАГРЕВА ОТ ЗОЛЫ. ШЛАКОЗОЛОУДАЛЕНИЕ И ЗОЛОУЛАВЛИВАНИЕ
Теплотехническое оборудование
Существенное значение для надежной работы паровых и водогрейных котлов имеет поддержание в чистоте их поверхностей нагрева. Отложения золы на поверхностях нагрева котельных агрегатов имеют различную природу и обладают разными свойствами. Различают сыпучие и связанные отложения. Связанные отложения могут быть слипшимися, спекшимися, сцементированными, т. е. имеют различную прочность.
Сыпучие отложения образуются в основном на тыльной части трубы и растут лишь до определенного уровня, оставаясь затем неизменными. Повышение скорости продуктов горения приводит к уменьшению сыпучих отложений. Связанные отложения откладываются в основном на лобовой части труб, количество их увеличивается непрерывно и с повышением скорости растет. Связанные отложения наносят больший вред, чем сыпучие, так как в конечном итоге требуют остановки котла для очистки поверхности нагрева. Задача очистки поверхностей нагрева от сыпучих, и особенно связанных, отложений очень важна и довольно трудна. Связанные отложения, образующиеся при сжигании сернистых мазутов, способствуют также коррозии поверхностей нагрева, особенно в водогрейных котлах.
Для удаления отложений в настоящее время применяют различные методы очистки поверхностей нагрева: обдувку, дробевую очистку, импульсную очистку, обмывку, очистку инструментом вручную и виброочистку.
Обдувка применяется преимущественно для очистки экранных и пароперегревательных поверхностей нагрева, а в котлах малой мощности — также конвективных поверхностей нагрева. Принцип работы различных обдувочных аппаратов заключается в том, что энергия сжатого воздуха или пара преобразуется в сопловом аппарате в кинетическую энергию струи, механически воздействующей на слой отложения. Наиболее широко распространены обдувочные аппараты, выпускаемые заводом «Ильмарине». В этих аппаратах для обдувки используется пар или сжатый воздух давлением до 4 МПа. Пар применяется перегретый или насыщенный. Давление пара или воздуха перед обдувочным аппаратом должно быть не менее 0,7 МПа. При более низких давлениях качество обдувки резко ухудшается.
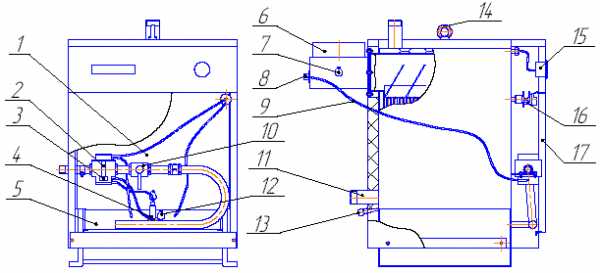
Для очистки конвективных и хвостовых поверхностей нагрева от связанных плотных отложений применяется дробевая очистка. Принцип действия дробевой очистки заключается в том, что падающий поток дроби сбивает осевшую на трубах золу. При этом дробь, отскакивая от поверхности, может достигать тыльной стороны труб вышележащего ряда и очищать имеющиеся на них отложения. На рис. 5-15 в качестве примера приведена схема эжекционной дробеочистки. Дробь специальным разбрасывателем
Рис. 5-15. Схема дробеочистительной установки
/ — карман; 2 — сброс воздуха; 3 — дробеулови - тель; 4 — клапан; 5 — подвод воды; 6 — разбрасыватель; 7 — пневмотранспортная линия; 8 — бункер конвективной шахты; 9 — сепаратор; 10 — заслонка; 11 — инжектор; 12 — подвод воздуха; 13 — решетка; 14 — отвод воды; 15 — дробе - вая течка
Распределяется по всей поверхности конвективной шахты и, падая, производит очистку поверхности нагрева. Дробь и крупные частички золы (мелкая зола уносится потоком продуктов горения) выпадают в бункер. Бункер снабжен сепаратором для отделения золы из потока дроби атмосферным воздухом. Затем дробь поступает в приемную воронку и питателем подается в дробепровод. За счет разрежения, создаваемого эжектором, дробь поступает в дробеуло- витель. В дробеуловителе происходит отделение дроби от транспортирующего ее воздуха: отработавший воздух отсасывается эжектором, а дробь поступает в бункер дроби.
При эксплуатации устройств для очистки поверхностей нагрева дробью рекомендуется:
А) перед пуском установки добиваться равномерного распределения дроби по сечению конвективной шахты котельного агрегата, предварительно непременно очистив поверхности нагрева от золы;
Б) применять дробь с размером фракций не более 5 мм;
В) работать с минимальным расходом дроби, при котором наблюдается удовлетворительная очистка поверхности нагрева;
Г) систематически при остановке котла контролировать состояние металла поверхностей нагрева путем их осмотра и периодического анализа металла специально вырезанных образцов.
Дробевая очистка поверхностей нагрева широко применяется на энергетических котлах. Так, по данным Воронежской ТЭЦ оборудование котлов дробеочисткой позволило в среднем повысить КПД котлов примерно на 2%. Дробевая очистка применялась также на водогрейных котлах типа ПТВМ. В последнее время ВТИ имени Ф. Э. Дзержинского рекомендовал отказаться от дробевой очистки вследствие ее относительной сложности и перейти на механизированную обмывку поверхностей нагрева.
Обмывка поверхностей нагрева водой производится при плотных отложениях, не поддающихся механической очистке. На котлах ПТВМ для обмывки применяется сетевая вода с температурой не ниже 70 °С при давлении не менее 0,3—0,4 МПа. Обмывка производится в течение 15 мин, не более, при погашенных горелках. Опыт эксплуатации показал, что обмывку следует производить не реже одного раза в неделю. Вода после обмывки имеет повышенную кислотность и содержит другие вредные примеси, поэтому слив ее без нейтрализации в канализацию или в естественные водоемы недопустим. Обмывка ускоряет коррозию поверхностей нагрева.
Ручная очистка поверхностей нагрева производится сжатым воздухом, подаваемым по гибкому шлангу к стальной трубе с наружным диаметром 26,8 мм. Давление воздуха для обдувки должно быть не ниже 0,5—0,6 МПа. Подача воздуха должна производиться только после установки обдувочной пики в газоход и прекращается перед удалением ее из газохода. Для расшлаковки применяют трубы (пики) с наконечниками, охлаждаемыми водой. Рабочие места для обдувки и расшлаковки должны иметь удобные площадки для обслуживания, подвод сжатого воздуха, воды и быть хорошо освещены. Обдувка обычно производится не реже одного-двух раз в сутки.
Вибрационный метод очистки поверхностей нагрева состоит в том, что очищаемым трубам сообщается колебательное движение. Колебания труб возбуждаются с помощью вибраторов и передающих устройств. В результате колебаний очищаемых труб в слое золовых отложений возникают силы инерции, превышающие силы сцепления частиц загрязнений между собой. Исследования и опыт внедрения виброочистки на отдельных энергетических котлах показали ее высокую эффективность. Практическая реализация вибрационного метода очистки потребует создания и выпуска специальных высокочастотных вибраторов.
В настоящее время котлы, выпускаемые рядом заводов, оборудуются газоимпульсной очисткой (ГИО) поверхностей нагрева. Принцип ГИО заключается в том, что периодически из специальной камеры выбрасываются продукты сгорания. Энергия выброса обеспечивает очистку поверхности нагрева от отложений летучей золы.
ГИО может использойаться для очистки любых поверхностей нагрева: радиационных, конвективных и хвостовых. Основными элементами ГИО являются: специальная (импульсная) камера, линии питания камеры газом и воздухом (кислородом), блок зажигания с системой блокировок и КИП, блок управления.
В соответствии с «Правилами» Госгортехнадзора удаление шлака и золы из-под котлов производительностью 2 т/ч и выше при сжигании твердого топлива должно быть механизировано. Однако в ряде ранее построенных котельных применяется еще ручное шлакозолоудаление. При ручном шлакозолоудалении шлаковые и золовые бункера должны снабжаться устройствами для заливки водой золы и шлака в бункерах или вагонетках. Во избежание ожогов у работников при спуске золы и шлака под бункерами устраивают изолированные камеры, в которые устанавливается вагонетка перед спуском золы. Камеры оборудуются смотровыми окнами, освещением и вытяжной вентиляцией. Шлаковые и золовые затворы оборудуются дистанционным приводом, расположенным за пределами камеры. Управление вентилями для подачи воды также выносится в безопасное для обслуживающего персонала место. Указанные меры предохраняют работников от травм и создают необходимые гигиенические условия. Полы зольного помещения выполняются с уклоном и дренажами для стока воды.
Механизация шлакозолоудаления в промышленных котельных осуществляется с помощью скреперных установок и скребковых транспортеров. В котельных с большим выходом золы (от 4 до 12 т/ч) применяется пневматическая система шлакозолоудаления. При камерном сжигании топлива с выходом шлака и золы более 12 т/ч применяют гидравлическую систему.
При обслуживании системы шлакозолоудаления (особенно при удалении вагонетками) требуется осторожность и определенный опыт работы. Наиболее ответственной операцией является спуск шлака из бункеров в вагонетку. Спуск шлака производится с разрешения начальника смены или старшего машиниста. Перед спуском шлака устанавливается повышенное разрежение в топке котла, включается вентиляция зольного помещения, устанавливается наблюдение за режимом работы топки. При неустойчивом режиме горения спуск шлака запрещается. После интенсивной заливки шлака в бункер при плотно закрытой двери камеры и включенной вентиляции приоткрывают шлаковый затвор так, чтобы образовалась небольшая щель. Убедившись через смотровое окно, что из бункера высыпаются шлак и зола, открывают шлаковый затвор полностью и продолжают заливку шлака и золы. Открывать двери камеры разрешается только после того, как будет закрыт шлаковый затвор и прекратится интенсивное испарение воды. Удаление вагонеток на золоотвал чаще всего производится электрическими лебедками по рельсовым путям, проложенным в зольном помещении.
При эксплуатации скреперных установок необходимо систематически следить за состоянием троса, направляющих роликов, скреперной лебедки. Схема скреперной установки показана на рис. 5-16. Спуск шлака в скреперный канал производят поочередно, из каждого установленного котла, предварительно включив скрепер. Перед сбросом в канал шлак должен быть хорошо залит водой. Управление спуском шлака и золы производят дистанционно из помещения котельной. Трос скреперной установки должен быть огражден так, чтобы при его обрыве исключалась опасность травмирования работников. При остановленной системе скреперного золоудаления не следует оставлять скрепер и трос в скреперном канале во избежание их коррозии. Скреперный ковш в нерабочем положении обычно находится над прием-
| Рис. 5-16. Схема скреперной установки 1 — челюстной эатвор; 2 — бункер; 3 — трос; 4 — наклонная эстакада; б в — бункера котлов; 7 — скреперный канал; 8 — ковш |
Ным бункером или на наклонной части скреперной установки. Для увеличения срока службы троса необходимо следить за качеством его смазки, сращивать его без узлов, следить за правильной укладкой на барабаие лебедки.
При эксплуатации скребковых транспортеров для удаления шлака из-под котла необходимо следить за смазкой подшипников, отсутствием заедания элементов ходовой части, своевременно убирать шлак, производить профилактический осмотр и ремонт транспортера и его привода. При непрерывной работе транспортера надо следить за состоянием гидрозатвора во избежание присо - сов воздуха в топку. В случае срезания предохранительных шпилек прежде всего выясняют и устраняют'причину, вызвавшую перегрузку транспортера, и после этого, установив новую шпильку, производят повторный пуск. Обслуживание систем шлакозолоудаления производится рабочими в предназначенной для этого спецодежде и обуви. Во избежание попадания горячей золы и шлака внутрь обуви брюки спецодежды надевают навыпуск. В зольном помещении пользуются переносными лампочками напряжением не более 12 В.
Для очистки дымовых газов от летучей золы и несгоревших частиц топлива в промышленных котельных применяют механические золоуловители циклонного типа. Для уменьшения уноса необходимо тщательно регулировать процесс горения и следить за исправным состоянием установок возврата уноса. Золовые бункера систематически очищают, не допуская в них скапливания уноса. Затворы золовых бункеров должны плотно закрываться. Очистка золовых бункеров производится при пониженном раз - режении в топочной камере. Неплотности в золовых затворах способствуют выносу золы из газоходов.
При эксплуатации механических золоуловителей различных типов основное внимание должно быть обращено на обеспечение их плотности и предохранение от забивания золой. Увеличение сопротивления золоуловителей указывает на отложение в них золы, а. уменьшение сопротивления — на неплотности вследствие износа. При профилактических осмотрах и ремонтах следует проверять износ и исправность золоспускных мигалок. Необходимо также поддерживать в исправном состоянии изоляцию золоуловителей. При расположении золоуловителей за пределами помещения цеха нарушения изоляции могут привести к конденсации водяных паров из уходящих газов, что вызовет затруднения при спуске золы. Плохая изоляция золоуловителей, расположенных в помещении цеха, недопустима из-за опасности ожогов работников.
Многоканальная процедура (MLP) по существу использует второй набор порядковых номеров, чтобы гарантировать сохранность целостности последовательности кадров при их передаче через совокупность независимых каналов LAPB. За счет протокола LAPB MLP пропускная …
Сегодня в наличии: Паровые котлы РИ-1 (до 100кг пара в час) - 15000грн Котел РИ-1 - уменьшенная копия РИ-5М Производим и продаем паровые котлы мощностью от 100кВт, стоимостью от 20 …
Испытания теплоиспользующих установок производятся при номинальной производительности. Перед испытанием необходимо произвести тщательный осмотр установки и ликвидировать все выявленные дефекты. Особенно следует обращать внимание на исправность конденсатоотводчиков (пропуск пара, скопление конденсата, …
msd.com.ua
Механическая очистка котлов в Москве, очистка поверхностей нагрева котла от сажи, газоимпульсная очистка
Периодическая чистка теплообменников и котлов – это одно из обязательных условий правильной и эффективной эксплуатации систем отопления и котельных.
Ведь в ходе отопительного оборудования, в частности котлов, на них оседают самые различные загрязнения, которые находятся в воде. А под действием высоких температур такие загрязнители, как соли жесткости и растворенное железо, оседают на внутренней поверхности, что увеличивает расходы электроэнергии и препятствует нормальному теплообмену.
Механическая очистка котла

Она подразумевает разбор системы и извлечение из нее загрязненных деталей. Данный тип промывки проводится при использовании механических или ручных инструментов, или же специализированными установками. Независимо от методики физической (механической) промывки существует необходимость прямого контакта с загрязненной поверхностью.
Способы механической очистки котлов
Компания «Бастион» предоставляет такую услугу, как очистка поверхностей нагрева котлов от сажи и других загрязнений механическими или ручными инструментами, которые просто счищают накипь с деталей оборудования. Для подобного рода мероприятий могут использоваться различные скребки, щетки, раскидные головки с электрическим приводом. Чтобы улучшить результаты чистки, в специальном кислотном растворе могут замачиваться загрязненные детали.
Гидродинамическая чистка котлов – это также эффективные метод. Данные процедуры проводятся при участии специализированного оборудования, которое выполняет очистку котла от сажи струей воды под высоким давлением, в результате чего с деталей удаляется основная часть накипи. Сегодня это один из наиболее аффективных способов чистки оборудования. Компания «Бастион» проводит также и газоимпульсную чистку котлов, которая исключает возможность повреждения металлических деталей оборудования.
Газоимпульсная очистка котлов
Независимо от типа механической чистки, все эти способы считаются сравнительно дорогими, поскольку требуется разбор системы и, следовательно, увеличивается время простоя. Но в то же время, механическая очистка считается единственной альтернативой замене оборудования, особенно в случаях высокой степени загрязнения оборудования, когда накипь препятствует циркуляции теплоносителя в теплообменнике и котле.
teplogar.ru
Очистка - внутренняя поверхность - нагрев
Очистка - внутренняя поверхность - нагрев
Cтраница 2
Очистка внутренних поверхностей нагрева барабанных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. Очистка турбин, экранных паро-перегревательных поверхностей нагрева котлов всех типов. Определение объема работ по состоянию загрязненности поверхностей нагрева котлоагрегатов и теплообменников. Контроль за эффективным действием и своевременным пуском в работу технических средств комплексной очистки в зависимости от изменения температуры [ уходящих газов, сопротивления участков газового тракта, температуры колодного воздуха. [16]
Очистка внутренних поверхностей нагрева прямоточных котлов, котлов-утилизаторов, парогазовых установок от накипи, нагара, шлака, волы с применением котлоочистительного инструмента и оборудования. [17]
Очистка внутренних поверхностей нагрева жаротрубных и горизонтально-водотрубных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. [18]
Очистка внутренних поверхностей нагрева вертикальных водотрубных в газотрубных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. Очистка регенеративных воздухоподогревателей, экономайзеров, трубных пучков конденсаторов, водо-пароподогревателей и охладителей котлов всех типов. [19]
Очистка внутренних поверхностей нагрева производится, как правило, механическим способом; ручная очистка применяется лишь в отдельных случаях для открытых доступных поверхностей нагрева. [20]
Очистка внутренних поверхностей нагрева барабанных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. Очистка турбин, экранных паро-перегревательных поверхностей нагрева котлов всех типов. Определение объема работ по состоянию загрязненности поверхностей нагрева котлоагрегатов и теплообменников. [21]
Очистка внутренних поверхностей нагрева прямоточных котлов, котлов-утилизаторов, парогазовых установок от накипи, нагара, шлака, волы с применением котлоочистительного инструмента и оборудования. [22]
Очистка внутренних поверхностей нагрева жаротрубных и горизонтально-водотрубных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. [23]
Очистка внутренних поверхностей нагрева вертикальных водотрубных и газотрубных котлов от накипи, нагара, шлака, золы с применением котлоочистительного инструмента. Очистка регенеративных воздухоподогревателей, экономайзеров, трубных пучков конденсаторов, водо -, пароподогревателей и охладителей котлов всех типов. [24]
Котлы в процессе эксплуатации должны периодически подвергаться механической кислотной или эпизодической комплексонной очистке внутренних поверхностей нагрева с привлечением в случае необходимости наладочных организаций. [25]
Были также реконструированы котлы-утилизаторы и улучшены условия их эксплуатации: разработаны схемы и методы очистки внутренних поверхностей нагрева; внедрена периодическая промывка котлов; улучшено качество питательной воды за счет ами-нирования химически очищенной воды, поступающей с ТЭЦ, и снижения ее жесткости с 10 до 5 мэкв / л; повышено качество лабораторных анализов котловой воды и упорядочена система продувок котлов; изменена конструкция шиберов, на газоходах некоторых котлов для уменьшения потерь напора дымовых газов; заменены горелки циклонного типа газовыми форсунками. [26]
Таким образом, для безопасной и экономичной работы котлов необходимо проведение регулярных мероприятий по очистке внутренних поверхностей нагрева. [28]
В тех случаях, когда на котлоагрегате должны быть проведены работы по ремонту или очистке внутренних поверхностей нагрева, помимо мероприятий, перечисленных в пп. Дренажные линии до начала работ должны быть отсоединены. [29]
В дефектную ведомость, являющуюся исходным документом для составления проектно-сметной документации, на основании которой производят капитальный ремонт, включают: смену труб в котле, экономайзере, теплообменнике; замену существующих котлов, экономайзеров, пароперегревателей, теплообменников, насосов, запорно-предохранительной арматуры, нескольких секций чугунно-секционного котла; очистку внутренней поверхности нагрева котла от накипи и шлама; перекладку обмуровки котлов и боровов. [30]
Страницы: 1 2 3
www.ngpedia.ru
Очистка поверхностей нагрева котлов | ООО «ЭНЕРГОСТРОЙПРОГРЕСС»
Очистка поверхностей нагрева котлов
Механическая очистка котлов от накипи осуществляется с помощью ручного и механического инструмента.
К ручному инструменту относятся:
 — Шаберы
— Шаберы
— Скребки
— Металлические щётки
К механическому инструменту относятся нераскидные и раскидные головки, приводимые в движение через гибкий вал от электродвигателя или воздушной турбины.
При механической очистке в первую очередь проводится очистка стенок барабанов и коллекторов, так называемых открытых поверхностей. Для этого применяют специальные головки ОП (открытая поверхность).
Головки ОП оборудованы шарошками, насаженными на оси. При вращении электродвигателем или воздушной турбиной вместе с головкой вращаются и шарошки, счищая своими зубцами накипь со стенок, к которым прижимается головка.
Удаление накипи
 Удаление накипи с применением ручного инструмента проводится в местах, недоступных для очистки механическим инструментом (в углах соединений перегородок, возле выступающих концов труб и т.д.)
Удаление накипи с применением ручного инструмента проводится в местах, недоступных для очистки механическим инструментом (в углах соединений перегородок, возле выступающих концов труб и т.д.)
Очистка накипи молотком с острыми концами, так называемым клавачем, категорически запрещается, поскольку при этом повреждается металлическая поверхность барабана на глубину 0,5…1 мм, что благоприятствует усилению коррозии.
Очищенную ручным или механическим инструментом поверхность моют протоком воды, а потом проверяют качество очистки. Экранные и кипятильные трубы очищают после очистки барабанов и коллекторов.
Очистка экранных и кипятильных труб
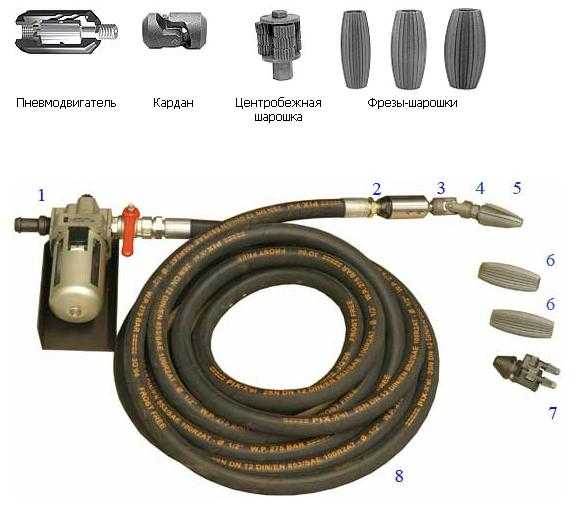
Для этого применяют другие головки, которые отличаются от головок ОП тем, что оси шарошек прикреплены к головке на шарнирах. При вращении головки эти оси вместе с шарошками от действия центробежной силы расходятся в стороны, прижимаются к стенке трубы и очищают её от накипи. Такие головки для очистки труб называются раскидными.
Во всех случаях очистка труб шарошками осуществляется с одновременной обмывкой водой мест очистки. При этом происходит охлаждение шарошек и смывание накипи, которая забивает пространство между зубцами шарошек. Во время очистки гибкий вал не следует пропускать в трубу ниже закреплённого хомутика, чтобы предотвратить выход головки из нижнего конца трубы и поломку шарошек.
Химическая очистка котла
Для химической очистки котла применяется техническая соляная кислота. Концентрация раствора кислоты зависит от толщины накипи. На каждый 1 мм накипи используют 1% раствора кислоты. Раствор концентрацией ниже 3% и выше 10% не используют. Вместо выше 10% концентрации делается повторная промывка свежим раствором предыдущей концентрации.
 Подогрев и, тем более, кипячение раствора в котле не допускается, так как это приведёт к коррозионному разрушению стенок, интенсивному выделению вредных паров и углекислого газа.
Подогрев и, тем более, кипячение раствора в котле не допускается, так как это приведёт к коррозионному разрушению стенок, интенсивному выделению вредных паров и углекислого газа.
Даже при нормальном процессе химической очистки котлов раствором соляной кислоты необходимо принимать меры безопасности: включить вентиляцию котельной, а при её отсутствии – открыть окна и двери; персонал должен работать в спецодежде и защитных очках.
ЭНЕРГОСТРОЙПРОГРЕСС подберёт для вас необходимые способы очистки. При необходимости мы можем выполнять сопутствующие вспомогательные работы: установка заглушек, отключающих котёл от действующих трубопроводов для обеспечения безопасности; проведение операций по сливу и заполнению котлы; разборка и последующая установка люков, контрольные вырезки котловых труб; измерение толщины металла; опрессовка и т.п.
www.esprogress.ru
ХИМИЧЕСКАЯ ОЧИСТКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛА
Для растворения отложений, находящихся на поверхности нагрева котлов, используются щелочи, минеральные и органические кислоты.
 При выборе реагента учитывают: состояние оборудования, возможность применения реагента для металла, из которого изготовлено данное оборудование, скорость растворения различных компонентов, входящих в состав отложений, ожидаемое количество взвешенных веществ, устойчивость промывочных растворов, агрессивность раствора и степень защиты металла при применении ингибиторов, выбранный метод химической очистки, возможность очистки отработавших растворов перед сбросом в водоисточники, стоимость и доступность реагента.
При выборе реагента учитывают: состояние оборудования, возможность применения реагента для металла, из которого изготовлено данное оборудование, скорость растворения различных компонентов, входящих в состав отложений, ожидаемое количество взвешенных веществ, устойчивость промывочных растворов, агрессивность раствора и степень защиты металла при применении ингибиторов, выбранный метод химической очистки, возможность очистки отработавших растворов перед сбросом в водоисточники, стоимость и доступность реагента.
Большинству указанных требовании удовлетворяет соляная ингибированная кислота. Не рекомендуется ее применение только для элементов, изготовленных из аустенитных сталей, так как при этом требуется очень тщательная отмывка от хлоридов, вызывающих при работе котла коррозионное повреждение этих сталей. Главными преимуществами соляной кислоты являются ее низкая стоимость и большая скорость растворения отложений.
Соляная кислота полностью растворяет карбонатные и фосфатные отложения. Силикатные и сульфатные накипи растворяются соляной кислотой значительно хуже однако эффективность очистки значительно повышается при добавлении к соляной кислоте плавиковой кислоты или ее солей Железоокисные отложения в значительное степени растворяются, частично находятся в промывочном растворе в виде взвеси. С повышением концентрации соляной кислоты скорость растворения железоокисных отложений возрастает почти в пропорциональной зависимости.
Наиболее эффективным способом химической очистки котлов является промывка их ингибированным раствором соляной кислоты. Этот способ применим как для чугунных, так и для стальных секционных котлов. Однако кислотная промывка котлов, имеющих дефекты металла в заклепочных, вальцованных и сварных соединениях (неплотности, трещины, поры и т.п.), не допускается.
Количество кислоты, потребное для растворения накипи, зависит от количества накипи в котле. Растворы концентрацией более 6 % и менее 2 % не применяются. На каждый 1 мм накипи концентрация раствора соляной кислоты увеличивается на 1 %. Если средняя толщина накипи более 6 мм, химическая очистка производится в два-три приема. В качестве ингибитора (замедлителя) при очистке применяют технический уротропин, формалин, уникол, столярный клей, ингибиторы ПБ-5 и ПБ-6. Количество замедлителя зависит от концентрации кислоты: для 2—3 %-ной концентрации кислоты — 1,5 г/л уротропина (или ингибитора ПБ-5, ПБ-6) или 2,5 г/л столярного клея; для 4—5 %-ной концентрации кислоты —2 г/л уротропина (или ингибитора ПБ-6) или 3 г/л клея; для 6 %-ной концентрации кислоты —2,5 г/л уротропина (или ингибитора ПБ-5, ПБ-6) или 3,5 г/л клея.
Приготовление раствора соляной кислоты и заполнение котла производятся следующим образом:
а) в заполненный водой растворный бак по расчету подается предварительно ингибированная кислота в количестве, обеспечивающем заданную концентрацию;
б) раствор перемешивается с помощью насоса путем создания циркуляции по контуру «растворный бак — насос — растворный бак»;
в) приготовленный раствор подается в котел с помощью насоса через нижние точки;
 г) в освободившемся растворном баке готовится новая порция раствора. Операция повторяется до тех пор, пока котел не будет заполнен раствором полностью, а в растворном баке будет остаток для обеспечения залива насоса.
г) в освободившемся растворном баке готовится новая порция раствора. Операция повторяется до тех пор, пока котел не будет заполнен раствором полностью, а в растворном баке будет остаток для обеспечения залива насоса.
При проведении химической очистки котла следует пользоваться раствором с температурой 25—30 °С. Для более эффективной отмывки котла желательно обеспечить циркуляцию моющего раствора по контуру «промывочный бак—насос—котел». При отсутствии промывочного насоса для обеспечения циркуляции моющего раствора можно использовать огневой обогрев. При растворении накипи происходит бурное выделение, углекислоты и образование пены, которая, заполняя трубы, мешает доступу кислоты к очищаемой поверхности и снижает эффект химической очистки. Для удаления углекислоты погашения пены на котле необходимо открыть воздушники и иметь в схеме промывки открытый бак, расположенный выше здания котельной.
Во время кислотной промывки необходимо соблюдать правила техники безопасности, обеспечить надежную вентиляцию котельной, персонал обеспечить спецодеждой и защитными очками и запретить производство сварочных работ на котле до окончания промывки.
Окончание промывки определяется по прекращению образования пены и стабилизации концентрации кислоты в промывочном растворе. Продолжительность кислотной промывки — 3—5 ч. Отработанный промывочный раствор сливается в специальный бак, затем нейтрализуется известью и сбрасывается в специальные емкости небольшими порциями.
Очищенные поверхности котла после слива кислоты должны быть запассивированы. Для пассивации применяются растворы тринатрийфосфата, каустической или кальцинированной соды 0,5 %-ной концентрации. Котел заполняется щелочным раствором до среднего уровня, после чего осуществляется циркуляция пассивирующего раствора в течение 3—5 ч либо промывочным насосом, либо за счет естественной циркуляции при огневом обогреве топки. После охлаждения щелочной раствор дренируется из котла, а поверхности нагрева остаются запассивированными.
 Удаление химическим способом отложений связано с подключением к промываемому оборудованию временных трубопроводов подачи химических реагентов, воды, отвода отработавших растворов. Для проведения очистки необходимо также оборудование по созданию циркуляционного контура, растворения реагентов, очистки отработавших растворов.
Удаление химическим способом отложений связано с подключением к промываемому оборудованию временных трубопроводов подачи химических реагентов, воды, отвода отработавших растворов. Для проведения очистки необходимо также оборудование по созданию циркуляционного контура, растворения реагентов, очистки отработавших растворов.
На рисунке справа представлена принципиальная схема контура химической очистки барабанного котла высокого давления. В промывочный контур устанавливают только стальные задвижки. Применяют выпускаемые отечественной промышленностью специальные насосы серии МСК. Возможно применение насосов типов ЗВ-200Х2: ЗВ-200X4, 10НМК, 14М-12Х4, однако при работе на кислых и щелочных средах их ресурса хватает только на несколько промывок, так как они предназначены для воды. Слабым местом этих насосов является сальниковое уплотнение. Использование для набивки фторопластового шнура и дополнительного охлаждения сальниковой грандбуксы удлиняет срок службы сальников. 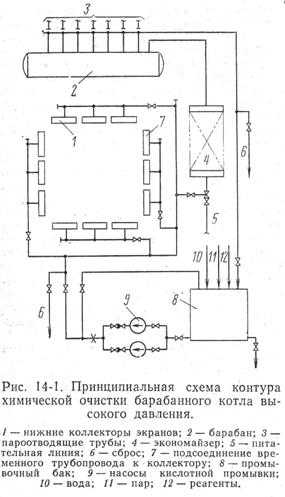
Промывочный бак служит как усреднительная емкость, необходимая для нормальной работы насосов, приготовления промывочных растворов, вывода газов, а также при необходимости для подогрева промывочных растворов барботажем пара.
При сборке схем выбирают следующие технические решения.
Подключение временных трубопроводов к котлу производят через донышки нижних коллекторов или через специальные штуцера-монашки. В тех случаях, когда такое подключение невозможно, можно использовать врезку в водоопускную трубу. В целях экономии арматуру лучше устанавливать не на подводе к каждому коллектору, а на группу коллекторов. Количество параллельно подключаемых в одну группу коллекторов устанавливают исходя из производительности насосов. Диаметр подводов должен быть не менее диаметра штуцера коллектора. Подключение к экономайзеру целесообразно производить через крышку задвижки или обратного клапана, находящихся на питательной линии.
Дата добавления: 2015-07-25; просмотров: 247 | Нарушение авторских прав
mybiblioteka.su - 2015-2018 год. (0.006 сек.)mybiblioteka.su
Способ очистки конвективных поверхностей нагрева паровых котлов
Изобретение относится к котельной технике и может быть использовано в паровых котлах котельных установок для повышения их экономичности и надежности путем использования в качестве обдувочного агента менее ценного теплоносителя - продувочной воды. Способ очистки конвективных поверхностей нагрева паровых котлов, в котором в котле вырабатывают пар, в горелку котла подают топливо и воздух, который предварительно нагревают в воздухоподогревателе. В качестве обдувочного агента для очистки поверхностей нагрева используют продувочную воду, которую отводят из барабана котла и направляют в обдувочный аппарат. Техническим результатом изобретения является повышение экономичности и надежности котельной установки путем замены ценного теплоносителя - пара, сжатого воздуха, холодной или перегретой воды менее ценным и не вызывающим коррозии теплоносителем- продувочной водой. 1 ил.
Изобретение относится к котельной технике и может быть использовано в паровых котлах котельных установок для повышения их экономичности и надежности.
Известен аналог - способ очистки конвективных поверхностей нагрева паровых котлов, по которому в котле вырабатывают пар, в горелку котла подают топливо и воздух, который предварительно нагревают в воздухоподогревателе, очистку поверхностей нагрева которого и очистку конвективных поверхностей нагрева от шлакозоловых отложений осуществляют с помощью обдувочного аппарата, в котором в качестве обдувочного агента используют пар, сжатый воздух, холодную или перегретую воду (см. Г.Н. Делягин, В.И. Лебедев, Б.А. Пермяков. Теплогенерирующие установки: Учеб. для вузов; М.: Стройиздат, 1986 - 559 с., с. 303). Этот способ принят в качестве прототипа.
Недостатком указанного способа является пониженная экономичность и надежность из-за использования для очистки конвективных поверхностей нагрева пара или сжатого воздуха, имеющих высокую энергетическую ценность, а также холодной или перегретой воды, негативно влияющей на металлические элементы поверхностей нагрева, вызывая их коррозию.
Техническим результатом, достигаемым настоящим изобретением, является повышение экономичности и надежности котельной установки путем замены ценного теплоносителя - пара, сжатого воздуха, холодной или перегретой воды менее ценным и не вызывающим коррозии теплоносителем.
Для достижения этого результата предложен способ очистки конвективных поверхностей нагрева паровых котлов, по которому в котле вырабатывают пар, в горелку котла подают топливо и воздух, который предварительно нагревают в воздухоподогревателе, очистку поверхностей нагрева которого и очистку конвективных поверхностей нагрева осуществляют с помощью обдувочного аппарата.
Особенность заключается в том, что в качестве обдувочного агента используют продувочную воду, которую отводят из барабана котла и направляют в обдувочный аппарат.
Далее рассмотрим сведения, подтверждающие возможность осуществления изобретения с получением искомого технического результата.
На чертеже изображена принципиальная схема котельной установки, поясняющая способ. Котельная установка содержит паровой котел 1 с барабаном 2, к которому подключен трубопровод 3 продувочной воды. Трубопровод 3 подключен к обдувочному аппарату 4, установленному в газоходе уходящих газов перед воздухоподогревателем 5. Воздухоподогреватель 5 соединен воздуховодом 6 с горелкой 7 котла 1.
Способ состоит из следующих операций.
В горелку 7 парового котла 1 подают топливо и нагретый воздух. В котле 1 вырабатывают пар. Из барабана 2 котла 1 по трубопроводу 3 отводят продувочную воду, которую подают в обдувочный аппарат 4. С помощью обдувочного аппарата 4 продувочную воду направляют в воздухоподогреватель 5, за счет чего очищают его от шлакозоловых отложений.
Таким образом, использование продувочной воды котла в качестве обдувочного агента позволяет повысить экономичность и надежность котельной установки за счет очистки поверхностей нагрева менее ценным теплоносителем - продувочной водой и исключить затраты более ценных теплоносителей, а также снизить риск образования коррозии воздухоподогревателя за счет щелочной среды теплоносителя.
Способ очистки конвективных поверхностей нагрева паровых котлов, по которому в котле вырабатывают пар, в горелку котла подают топливо и воздух, который предварительно нагревают в воздухоподогревателе, очистку поверхностей нагрева которого и очистку конвективных поверхностей нагрева осуществляют с помощью обдувочного аппарата, отличающийся тем, что в качестве обдувочного агента для очистки поверхностей нагрева используют продувочную воду, которую отводят из барабана котла и направляют в обдувочный аппарат.
www.findpatent.ru
Химическая очистка внутренних поверхностей нагрева котла
Химическая очистка внутренних поверхностей нагрева котла [c.400]Химическая очистка внутренних поверхностей нагрева котла 398, 400, 401, 406 Химический состав сталей 85, 86, 87, 91, 93 Холодный натяг труб поверхностей нагрева 161 [c.496]
Внутренние отложения из поверхностей нагрева котлов должны быть удалены при водных отмывках во время растопок и остановов или при химических очистках. [c.233]
Наиболее быстрым и эффективным способом очистки внутренних поверхностей оборудования является химический. Сущность его заключается в том, что котел заполняют щелочным или кислотным раствором, под действием которого достигается частичное или полное растворение накипи, ржавчины и окалины. Котлы, находящиеся в эксплуатации, должны подвергаться химической очистке при достижении удельных отложений накипи 15—25 г на 1 м внутренней поверхности нагрева экранных труб. [c.127]Очистка внутренней поверхности котла от накипи и других загрязнений производится механическим или химическим способами. Наиболее простым является механический способ, при котором очистку поверхности нагрева котла производят с помощью специальных инструментов ершей, шарошек, цепей, зубил, металлических щеток, скребков и т. д. Этот способ прост, но трудоемок и требует тщательного и внимательного выполнения работ. При неумелом или небрежном применении инструментов можно повредить поверхность нагрева котла. [c.192]
Являясь активным комплексообразующим агентом, ЭДТА взаимодействует не только с катионами, присутствующими в питательной воде, но и с катионами отложений, образовавшихся на внутренней поверхности металла питательного тракта. При этом может происходить вымывание отложений из питательного тракта и перенос их в котел с увеличением темпа роста отложений на поверхностях нагрева. Для исключения этого нежелательного явления необходимо перед внедрением комплексонной обработки выполнить химическую очистку котлов и питательного тракта. [c.201]
За последние годы в СССР накоплен ценный опыт по химическим промывкам котлов и теплообменников. При значительной загрязненности внутренних поверхностей поставляемого оборудования, а также при наличии в нем недренируемых поверхностей нагрева применяют последовательно мощные водные промывки на сброс горячие циркуляционные водные промывки (используемые для выявления забитых змеевиков) химические очистки с последующей пассивацией отмытой поверхности металла. [c.18]
Получение конденсата хорошего качества невозможно без организации рациональной вентиляции пароиспользующих аппаратов от неконденсирующихся газов. Очевидно, и этот вопрос не должен ускользать из поля зрения лиц, разрабатывающих проектную документацию по организации рационального водно-химического режима соответствующего объекта. В тепловой схеме воднохимической части котельной нельзя упускать технических решений, обеспечивающих организацию консервации котлов во время их простоев, возможность осуществления индивидуальной промывки змеевиков пароперегревателей, осуществление водной и кислотной промывок котлов, недопускающих очистку внутренних поверхностей нагрева механическим методом. Специальное внимание следует обращать на комплекс вопросов по предотвращению образования трещин в элементах всех котлов и агрегатов, работающих под давлением из-за электрохимических и термических причин. [c.297]
На электростанции Freeport (США) девять котлов с давлением 28 бар и один котел с давлением 88 бар питались водой с жесткостью 10—15 мкг-экв/кг. Несмотря на систематическое фосфатирова-ние котловой воды, на поверхностях нагрева отлагалась накипь, что требовало проведения ежегодных химических очисток этих котлов. В последующие 3 года, когда в котловой воде поддерживали избыток Вертана-600 в размере 10—20 мг/кг, кислотной очистки ни разу не проводили, так как внутренние поверхности были чистыми. Выявилось также, что прежние отложения постепенно удаляются под действием ЭДТА. Данные теплотехнических испытаний котлов свидетельствуют [c.18]
mash-xxl.info