ВАЛЬЦОВАННЫЕ СОЕДИНЕНИЯ ТРУБ. Вальцовка труб в барабане котла
ВАЛЬЦОВАННЫЕ СОЕДИНЕНИЯ ТРУБ
Ремонт паровых котлов
Вальцованные соединения — соединения труб с трубными досками за счет расширения концов труб в холодном состоянии в трубных отверстиях. Основные требования к вальцованному соединению — плотность и прочность.
Вальцованные соединения допускаются для труб с наружным диаметром не более Dy 100, предназначенных для работ до 400°С. Для получения соединений применяют косые крепежные и косые бортовочные вальцовки.
Прочность соединения усиливается отбортовыванием выступающего конца трубы в форму колокольчика. Основание колокольчика препятствует вырывающим усилиям, действующим на трубу при работе котла.
Надежное вальцованное соединение труб поверхностей на-грева котлов с барабанами, камерами или трубными досками достигается при правильном техническом процессе в два этапа.
Первый этап — привальцовка (или крепление), во время которой происходит расширение конца трубы до полного соприкосновения стенки трубы со стенкой отверстия, т. е. полностью выбирается зазор между трубой и отверстием. Во время привальцовки деформируется только труба. Практически в конце процесса привальцовки всегда имеет место незначительная развальцовка трубы, благодаря которой труба относительно прочно удерживается в отверстии.
Второй этап — развальцовка, во время которой происходит сцепление трубы со стенкой барабана (камеры, трубной доски) в результате пластической деформации трубы. При развальцовке материал трубы уплотняется в радиальном направлении и удлиняется в осевом. Аналогичные деформации будут также в металле стенки барабана, примыкающем к трубному отверстию. Уплотнение металла вокруг трубного отверстия носит местный характер и при шаге трубных отверстий 1,8— 2 диаметра не сказывается на работе металла барабана. Однако наличие местных перенапряжений при известных условиях может служить причиной местных повреждений металла при эксплуатации. При недостаточном расстоянии между отверстиями разрушение металла может произойти из-за перенапряжений при раздаче гнезд.
Вследствие того, что в процессе развальцовки создаются деформации металла в холодном состоянии, для обеспечения надежного вальцовочного соединения необходимо выполнять условия, регламентированные ОСТ 24.030.39-74 и «Инструкцией по ремонту поверхностей нагрева паровых котлов» Минэнерго СССР.
Перед выполнением развальцовки концы груб подвергают отжигу на заводе-изготовителе, а также если образцы труб не выдержали пробу на раздачу и борто - вание. Возможность применения для вальцованных соединений труб без отжига устанавливается испытанием нескольких образцов труб на раздачу их концов конусной оправкой.
Испытание на раздачу в соответствии с ГОСТ 8694-75 производят на трубах с толщиной стенки не более 8 мм. Можно осуществлять испытание непосредственно на трубе или на отрезке трубы длиной, равной двум наружным диаметрам, но не менее 50 мм. Плоскость реза должна быть перпендикулярной продольной оси трубы. Кромки образца допускается округлить. Испытание заключается в плановой раздаче в холодном состоянии образца трубы оправкой с конусностью 1/10 до получения заданного наружного диаметра.
В случае появления в образце трещин и надрыв:):! до достижения заданного диаметра результаты испытаний признаются неудовлетворительными.
Раздача, %, вычисляется по формуле
Х= [(D — d)d 100, (5.1)
Где d—наружный диаметр трубы; D — наружный диаметр конца трубы после раздачи.
Значения нормируемой раздачи для труб из сталей марок 10 и 20 в зависимости от толщины стенки приведены ниже:
TOC o "1-3" h z Толщина стенки, мм...................................................... <4 >4
Раздача, %, для труб из стали марок:
10........................................................................ 10 8
20......................................................................... 8 5
Испытание на раздачу труб, поставляемых по ЧМТУ 14-3-460-75, проводят с использованием оправки с конусностью ЗО3, при этом раздача труб из углеродистых сталей должна быть не менее 20 %, а из легированных — 15%, Если результаты испытаний на раздачу окажутся неудовлетворительными, то концы труб на длине 200— 250 мм подлежат термообработке (отжигу).
Концы труб из углеродистых сталей нагревают до 600—650°С (коричнево-красный цвет металла), а труб из легированных сталей 15ГС, 12МХ, 15ХМ и 12Х1МФ до 650—700°С (темно-красный цвет металла) с выдержкой при этой температуре из расчета 3 мин на каждый миллиметр толщины стенки.
Для равномерности нагрева концы труб закрывают согнутым стальным листом, а противоположные — пробками. Медленное охлаждение нагретых концов труб производят погружением в сухой песок или защищают их от быстрого охлаждения на длине 250—300 мм листовым асбестом.
Отожженные концы труб необходимо зачистить снаружи до металлического блеска на длине, равной трехкратной толщине трубной доски. Продольные и спиральные поперечные риски не допускаются, а отдельные поперечные риски не должны быть глубже 0,1 мм. Внутреннюю поверхность труб также очищают от следов коррозии, окалины и загрязнений на длине 60—100 мм.
Установке труб должна предшествовать паспортизация труб и отверстий для них.
Расширение трубы характеризуется степенью развальцовки, которую измеряют в миллиметрах и обозначают через Н. Степень развальцовки определяют по формуле
Я = (5.2)
На практике более удобно выражать степень развальцовки в процентах:
Н = J 00) (5 2а)
Где d — внутренний диаметр трубы до прихватки и развальцовки, мм; d2 — внутренний диаметр трубы после развальцовки, мм; D — наружный диаметр трубы до прихватки и развальцовки, мм; D2 — диаметр трубного отверстия, измеренный до установки трубы, мм.
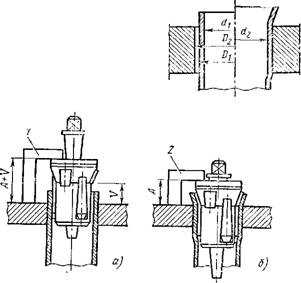
Геометрические размеры вальцованного соединения для определения степени развальцовки показаны на рис. 5.6.
Степень развальцовки для котлов давлением до 4,0 МПа (40 кгс/см2) должна находиться в пределах от
| Рис. 5.6. Размеры вальцовочного соединения для определения степени развальцовки
|
ШШт
Рис. 5.7. Контроль степени развальцовки по величине установочного
Расстояния:
А — положение; вальцовки перед развальцовкой; 6 — то же и конце процесса; в — применение оградительной трубки; I — начальный шаблон; 2 — конечный шаблон; 3—ограничительная трубка
1 до 1,5%. На Бийском котельном заводе при изготовлении котлов типов ДКВР, ДЕ степень развальцовки принимают в пределах 1,2—1,8 %.
Способ контроля степени развальцовки прост и легок, и осуществим как при изготовлении котлов, так и при монтаже и ремонте. При этом обеспечивается требуемая степень развальцовки, которую устанавливают до начала вальцовочных работ по установочному расстоянию V (рис. 5.7) на пробных образцах, изготовляемых из отрезков труб. По результатам замеров диаметра трубного отверстия, затем наружного и внутреннего диаметров трубы до и после развальцовки определяют степень развальцовки. После замеров образцы разрезают по всей длине и вынимают из трубных отверстий таким образом, чтобы не повредить отпечатков стенок отверстий на поверхности образцов. Внутренняя поверхность развальцованного и разбортованного конца трубы должна быть гладкой и светлой без вмятин и шероховатостей. Переход от развальцованного участка к бортовочному колокольчику должен быть совершенно чистым без следов подреза или наката трубы. Длина выступающих концов для разбортовки должна находиться в определенных пределах; так, для труб 051—60 мм длина равна 11 мм с допускаемым отклонением ± 4 мм, а для труб 038 мм — 9 мм с отклонением ±3 мм. Угол развальцовки борто - вочного колокольчика должен составлять 15°. При большем угле возникают надрывы концов труб, а при меньшем не обеспечивается прочность. Колокольчик должен заходить за внутреннюю кромку барабана на 2—3 мм.
Переход развальцованной части к неразвальцован- ной (за барабаном) должен быть плавным, незаметным при ощупывании рукой и начинаться за 3—5 мм до наружной поверхности трубной доски. С внешней стороны пробного образца должен быть точный отпечаток шероховатости стенки трубного отверстия и пояса развальцованной трубы.
«Инструкция по ремонту поверхностей нагрева паровых котлов» (Минэнерго СССР) рекомендует производить предварительный выбор установочного расстояния V в соответствии с указаниями, приведенными в табл. 5.11. Установочное расстояние, выбранное по таблице, подлежит уточнению опытным путем.
Трубы прихватывают косыми крепежными вальцовками (см. рис. 5.7), у которых конус имеет упорный выступ, ограничивающий движение вальцовки внутри трубы. Ролики крепежной вальцовки должны иметь дли-
| Таблица 5.11. Установочное расстояние V, мм Толщина трубной доски (глубина трубного отверстия), мм
|
Ну рабочей части на 3—5 мм больше ширины вальцованного пояса отверстия. Вальцовку ставят в трубу так, чтобы между концами трубы и упором оставался зазор 15—20 мм. Окончательную развальцовку и разбортовку концов производят косой бортовочной вальцовкой.
При развальцовке вставленную на установочном расстоянии вальцовку укрепляют в трубе раздачей роликов с помощью конуса. После этого вращением конуса приводным механизмом раздают трубу вальцующим роликом. В конце осевого хода корпуса вальцовки внутрь трубы происходит разбортовка колокольчика от торца трубы, заканчивающаяся у кромки трубного отверстия. Развальцовка и разбортовка считаются законченными, когда корпус вальцовки с роликами войдет в трубу на величину установочного расстояния.
На качество вальцовочного соединения влияют овальность и конусность трубного отверстия. Овальность и конусность отверстия не должны превышать 0,23 мм для труб 0 51 и 0,27 мм для труб 0 83 мм.
Овальность отверстия для дымогарных труб в решетке допускается не более 0,5 мм. При большой овальности отверстия исправляют разверткой или рассверловкой, при которой уменьшение расстояния между отверстиями допускается не более чем на 5 %.
Максимальное увеличение диаметра кипятильных и экранных труб, определяемое специальными шаблонами, допускается в размере 5%, а труб пароперегревателей из легированных сталей —2,5% и углеродистых — 3,5%.
После окончания вальцовочных работ следует проверить качество их выполнения. В вальцованных соединениях не допускаются:
Расслоение, плены, трещины на концах труб; разрывы развальцованных участков труб; подрезы или накаты в местах перехода пояса вальцованной трубы в колокольчик;
Задиры, шероховатости на внутренней поверхности трубы;
Неплотное прилегание трубы к трубному отверстию; отклонение угла разбортовки от 15°, а также отступление от максимальной и минимальной величин выступающих концов труб;
Уменьшение толщины стенки конца разбортованной трубы более чем на 20 %.
Допустимая толщина стенок труб в местах бортовки должна быть не менее указанной ниже:
Номинальная 3,00 3,25 3,50 3,75 4,00 4,50 5,00 5,50 6,0 толщина стенки трубы, мм
Минимальная 2,4 2,6 2,8 3,0 3,2 3,6 4,0 4,4 3,8 толщина стенки трубы в местах отбортовки, мм
Перевальцованные концы труб определяются по следующим признакам: значительное утонение стенки трубы, чрезмерное расширение завальцованного конца с образованием сильного напуска металла трубы на обе поверхности трубной доски, примыкающие к отверстию, местное утонение кромки отверстия вокруг трубы.
Котлы Е-1/9-1М, работающие на жидком топливе, оборудуются горелочными устройствами АР-90. Для защиты котла подача топлива автоматически прекращается при понижении уровня воды в котле ниже допустимого, при повышении давления пара в …
При изготовлении, монтаже и ремонте элементов котлов, пароперегревателей и экономайзеров должны применяться только стыковые соединения при сварке обечаек, труб (патрубков) и приварке выпуклых днищ, а также тавровые и угловые или …
А. Баранов
msd.com.ua
Вальцовка труб: технология
Вальцовка труб, или вальцевание, - это процесс, в результате которого происходит деформация металлических труб в разных направлениях. С помощью вальцовки происходит сгиб металла.

Вальцевание труб, изготавливаемых из круглой заготовки (ее получают литьем или прессованием горячего металла) — основная технологическая операция.
Проводят такую работу специальными вальцами, имеющими большой радиус закругления сгиба. Прокатка металлического листа проводится между валками, в результате чего металл равномерно деформируется под определенным углом и превращается в равномерно свернутый цилиндр. Вальцы подбирают специально под толщину метала. Для толстого металла подходят валки с большим радиусом.
В промышленной сфере вальцовка часто осуществляется с помощью ковочных вальцов.
Таким способом можно обрабатывать металлы, обладающие пластичностью, и резиновые смеси, пластмассу. Вальцеванием получают разные металлические детали в готовом виде, заготовки, необходимые для штамповки из тонкого листового и пруткового металла и др. Для работы подходит:
- материал из нержавеющей стали;
- алюминий;
- черный прокат и черная сталь;
- оцинковка.
Инструмент для вальцевания
Трубогиб может быть и ручным.
Вальцовку проводят с помощью специальных инструментов, типа листогибочных вальцов или машин для гибки стальных листов. Эти инструменты достаточно просты в использовании и являются универсальными, с их помощью не составляет труда сделать деталь требуемой формы.
Вальцовочное оборудование можно использовать в специальных цехах и обычных рабочих помещениях. Поскольку инструменты и вальцовочные машины изготовлены из сплава высокого качества, они могут служить долгое время и при этом не нуждаться в ремонте. Инструментом проводят обкатку листового металла вокруг верхнего валика.
Основное в машине - это движения, проводимые валиком в прямом направлении, а также боковых валиков, которые могут делать обратное вращение. После того как металл проходит обработку этими вальцами, его поперечное сечение уменьшается, а длина увеличивается. Такой результат получается благодаря высокой температуре и давлению вальцов на металл, качеству материала.
Инструменты для вальцевания бывают разными, каждый из которых предназначен для определенной работы.
- вальцовочное оборудование серии Т используют для крепления труб, имеющих диаметр 6-11 мм, с их помощью можно фиксировать глубину вальцевания;
- вальцовкой СТ закрепляют изделия с внутренним диаметром 6-11 мм за швом сварки;
- инструментом РТ закрепляют системы, имеющие диаметр 5,50-11,5 мм;
- станок серии Р закрепляет конструкции, имеющие диаметр около 12-40 мм;
- оборудование серии СР закрепляет элементы, которые являются некоторой частью трубных толстых решеток;
- тонкостенные трубы из нержавеющих или титановых сплавов закрепляют инструментом серии 5Р.
Использование и применение вальцевания
Вальцовка бывает нескольких типов: вальцовка с конусом, с эксцентриком, без эксцентрика и трещотки. Производя работы, необходимо соблюдать правила техники безопасности. Работу следует доверять профессионалам.
Вальцовку металлопроката проводят с помощью трехваликового трубогиба. Им проводится прокатка системы квадратной формы, также изделий, имеющих круглую и прямоугольную форму, сделанных из нержавеющей стали. Трубогибом можно сгибать материалы в круг или в дугу. Используют такой инструмент с двух сторон. Одна сторона предназначена для сгиба маленьких труб, имеющих небольшой диаметр дуги, а вторую сторону используют для сгиба больших изделий. Трубогибом, кроме всего, можно проводить вальцевание полосы.
Вальцовку используют для труб теплообменников. Поскольку вальцовка труб бывает разных серий, то и их использование предназначено для обработки изделий разного диаметра. Конструкция проходит специальную обработку криогеном, в результате чего повышается прочность материала и он становится устойчивым к высоким нагрузкам, а карбидные зерна, в свою очередь, обеспечивают устойчивость к истиранию, что повышает срок их службы.
Технология вальцевания труб. Этапы
Схема вальцовки с регулированием глубины вальцеванияL – рабочая длина ролика; Lmin – минимальная глубина вальцевания;Lmax – максимальная глубина вальцевания
Технология вальцевания труб - это процесс, который заключается в раздаче концов труб холодного состояния в отверстиях тех же систем. Качественное соединение изделий с помощью такого метода обеспечивает хорошую плотность и прочность.
- Устанавливая изделие в отверстие, образуется небольшой зазор между трубными стенками и отверстием. Такое происходит потому, что диаметр трубы намного меньше диаметра отверстия, в которое вставляют элемент. Зазор отвечает нормам, если он имеет предел до 1 мм.
- Установив таким образом деталь в отверстие, с помощью специального инструмента начинают проводить расширение трубы.
Сперва на металлической трубе появляются небольшие и упругие следы деформации, которые в результате превращаются в окончательные. Это означает, что труба начала расширяться. После расширения зазор должен полностью исчезнуть, а сама труба тщательно закрепиться в трубном отверстии. Таким способом проводят первый этап вальцовки, который еще называют привальцовкой или прихваткой. В процессе привальцовки происходит деформация только самой трубы.
- В дальнейшем внешняя поверхность трубы в процессе расширения давит на отверстие трубного барабана, поэтому металл барабана начинает деформироваться. После окончания вальцевания стенки металлического трубного барабана, получившие упругую деформацию, захотят вернуться в прежнее положение и станут давить на трубу. Возникнет сильное сжимание, благодаря чему соединение станет плотным, надежным и долговечным. Таким способом проходит второй этап вальцевания - развальцовка.
- Если с вальцовкой труб переборщить то металл барабана может слишком сильно деформироваться, а труба расширится больше, чем того требует технология. В результате может произойти разрыв, что приведет к меньшей прочности и плотности соединения. Такой результат получится, если вальцевание не довести до нужного уровня. Для того чтобы подобного не случилось, нужно правильно подбирать инструмент для вальцевания.
Для того чтобы получить деталь с точным радиусом, необходимо знать и учитывать принцип работы используемых вальцов и инструментов, а также способы работы с ними и соблюдение правильно выполненной технологии. Нужно придерживаться инструкций крепления деталей в процессе обработки и учитывать особенности деформации обрабатываемого материала.
Поделитесь полезной статьей:
Похожие статьи:
experttrub.ru
Вальцовка труб в барабане котла Спорт видео
...
7 г. назад
ООО "СПИК" поставляет со склада и под заказ вальцовки для труб и вальцовочные машины. Вальцовки позволяют...
...
6 г. назад
ООО "Промышленная Группа "СПИКОМ" предлагает со склада и под заказ вальцовки и вальцовочные машины для разв...
...
6 г. назад
ООО "СПИКОМ" предлагает со склада и под заказ вальцовки трубные и пневматические вальцовочные машины. Данн...
...
5 г. назад
Удаление труб из коллектора (барабана) судового котла WWW.NITL-SPB.RU WWW.NITL.RU (812)713-85-13 (812) 713-85-13.
...
3 г. назад
Расточка поврежденных отверстий водоопускных труб барабана котла. Компания Сенсер. Более подробную информ...
...
6 г. назад
Предлагаем способ восстановления поврежденных зон барабанов котлов утвержденный отраслевой инструкцией...
...
6 г. назад
Совместно с ЭМАльянс-ТКЗ, ЦНИИТМАШ предлагаем способ замены аварийных и поврежденных барабанов котлов...
...
2 г. назад
Технология ремонта теплообменных трубок.
...
6 г. назад
ООО "СПИКОМ" предлагает к реализации развальцовочные электрические машины РЭМ-2. Установка РЭМ-2 предназнач...
...
2 г. назад
Купить можно по ссылке http://tmh.su/prochistnoe-oborudovanie/pnevmaticheskaya-prochistka/ustroystva-dlya-ochistki-trub-kotlov-stok-51_1358/ Устройства ...
...
3 г. назад
вальцовка труб большого диаметра с эксцентриком обзор в данном видео.
...
3 г. назад
Группа компаний "СПИКОМ" предлагает к реализации прочистную технику компании "Goodway", являющейся лидером...
...
6 г. назад
Развальцовка котельных труб. Вальцовки крепежная серии "К". Вальцовка крепежно-отбуртовочная серии "КО"....
...
6 г. назад
ООО Промышленная Группа "СПИКОМ" предлагает к реализации вальцовки серии "Т" (ВАЛЬЦОВКА Т-6, Т-7, Т-8, Т-9, Т-10,...
...
4 г. назад
"Спецвентрешение" (SVR Ltd.) http://5000785.ru/autoline Автоматические вальцы с ЧПУ + сброс заготовки на приемный стол (ChimneyLin...
...
6 г. назад
Развальцовка трубы 16х1 в трубной решетке. Вальцовка Р-14. Пневмопривод ПВ-700А-16 с автореверсом. Разработано...
...
4 г. назад
Попытка обвольцевать трубу.
sports-video.ru
Страница не найдена
- Меню
- Конвертер видео
- Порезка Мп3
- Радио
- Популярное видео
- Обзор игр для телефона
- Обзор игр для PSP
- Обзор игр для ПК
- Обзор игр для IOS
- Обзор игр для XBOX
- Обзор игр для Андроида
- Обзор игр для Планшета
- Видео обзоры онлайн игр
- Обзор Anno Online
- Обзор Blood and Soul
- Обзор Castlot
- Обзор Counter-Strike
- Обзор Dark Age
- Обзор DarkOrbit
- Обзор Demon Slayer
- Обзор Demonion
- Обзор Drakensang Online
- Обзор Dreamfall Chapters
- Обзор Forsaken World
- Обзор Goalunited
- Обзор Goodgame Empire
- Обзор Imperia Online 2
- Обзор Infestation
- Обзор Infinite Crisis
- Обзор Karos Online
- Обзор Minecraft
- Обзор Neverwinter Online
- Обзор Panzar
- Обзор Prime World
- Обзор Rail Nation
- Обзор Reborn Online
- Обзор Royal Quest
- Обзор Settlers Онлайн
- Обзор Star Conflict
- Обзор Travian
- Обзор War Thunder
- Обзор WarFrame
- Обзор World of Dragons
- Обзор World of Tanks
- Обзор Ботва Онлайн
- Обзор Драконы
- Обзор Моя маленькая ферма
- Обзор Пароград
- Обзор Полный Пи
- Обзор Правила войны
- Обзор Седьмой Элемент
- Обзор Танки онлайн
- Обзор ТехноМагия
- Обзор Угадай Слово
zagame.net