
Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры. Днища для котлов
ГОСТ 6533-78 Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры (с Изменениями N 1, 2)
ГОСТ 6533-78
Группа Г11
ДНИЩА ЭЛЛИПТИЧЕСКИЕ ОТБОРТОВАННЫЕ СТАЛЬНЫЕ ДЛЯ СОСУДОВ, АППАРАТОВ И КОТЛОВ
Основные размеры
Ellipsoidaldished hedes, flanged made of steel for vessels apparatus and boilers. Basic dimensions
ОКП 41 2140
Дата введения 1980-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 26 октября 1978 г. N 2771 Проверен в 1984 г. Постановлением Госстандарта от 28.06.84 N 2166 срок действия продлен до 01.01.90*________________* Ограничение срока действия снято постановлением Госстандарта СССР от 27.02.89 N 349 (ИУС N 5, 1989 г.). - Примечание "КОДЕКС".ВЗАМЕН ГОСТ 6533-68ПЕРЕИЗДАНИЕ (март 1985 г.) с Изменением N 1, утвержденным в июне 1984 г. (ИУС 10-84) ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.02.89 N 349 с 01.09.89
Изменение N 2 внесено юридическим бюро "Кодекс" по тексту ИУС N 5, 1989 год
1. Настоящий стандарт распространяется на эллиптические отбортованные днища из углеродистых, легированных и двухслойных сталей с толщиной стенки от 4 до 120 мм для сосудов, аппаратов и котлов диаметром от 133 до 4500 мм.
2. Основные размеры днищ с наружными базовыми размерами и высотой эллиптической части 
Черт.1
Черт.1
Таблица 1
Размеры в мм
|
| Масса, кг | Применяемость | ||||
4 | 0,03 | 0,54 | 0,9 | ||||
5 | 0,52 | 1,1 | |||||
133 | 33 | 6 | 0,50 | 1,3 | |||
8 | 0,02 | 0,45 | 1,7 | ||||
10 | 0,41 | 2,0 | |||||
12 | 0,36 | 2,3 | |||||
4 | 0,04 | 0,87 | 1,2 | ||||
5 | 0,84 | 1,5 | |||||
6 | 0,80 | 1,7 | |||||
159 | 40 | 8 | 0,74 | 2,3 | |||
10 | 0,03 | 0,68 | 2,8 | ||||
12 | 0,62 | 3,2 | |||||
14 | 0,57 | 3,7 | |||||
16 | 0,52 | 4,1 | |||||
4 | 1,01 | 1,3 | |||||
5 | 0,04 | 0,97 | 1,6 | ||||
6 | 0,93 | 1,9 | |||||
168 | 42 | 8 | 0,86 | 2,5 | |||
10 | 0,80 | 3,0 | |||||
12 | 0,03 | 0,73 | 3,6 | ||||
14 | 0,67 | 4,1 | |||||
16 | 0,61 | 4,5 | |||||
4 | 2,05 | 2,1 | |||||
5 | 1,99 | 2,6 | |||||
6 | 0,06 | 1,93 | 3,1 | ||||
8 | 1,81 | 4,0 | |||||
10 | 1,70 | 4,9 | |||||
219 | 55 | 12 | 1,59 | 5,8 | |||
14 | 1,49 | 6,6 | |||||
16 | 0,05 | 1,39 | 7,4 | ||||
18 | 1,30 | 8,2 | |||||
20 | 1,21 | 8,9 | |||||
4 | 0,10 | 3,73 | 3,1 | ||||
5 | 3,64 | 3,9 | |||||
6 | 0,09 | 3,54 | 4,6 | ||||
8 | 3,37 | 6,0 | |||||
273 | 68 | 10 | 3,20 | 7,4 | |||
12 | 3,03 | 8,8 | |||||
14 | 0,08 | 2,88 | 10,1 | ||||
16 | 2,72 | 11,3 | |||||
18 | 2,57 | 12,5 | |||||
25 | 20 | 0,07 | 2,43 | 13,7 | |||
4 | 6,02 | 4,3 | |||||
5 | 0,13 | 5,89 | 5,3 | ||||
6 | 5,77 | 6,3 | |||||
8 | 5,52 | 8,3 | |||||
10 | 5,28 | 10,3 | |||||
12 | 0,12 | 5,05 | 12,2 | ||||
325 | 81 | 14 | 4,82 | 14,0 | |||
16 | 4,60 | 15,8 | |||||
18 | 0,11 | 4,39 | 17,5 | ||||
20 | 4,19 | 19,2 | |||||
22 | 0,10 | 3,99 | 20,7 | ||||
25 | 3,70 | 23,1 | |||||
4 | 0,18 | 9,08 | 5,6 | ||||
5 | 8,91 | 7,0 | |||||
6 | 0,17 | 8,74 | 8,4 | ||||
8 | 8,42 | 11,0 | |||||
10 | 8,10 | 13,6 | |||||
377 | 94 | 12 | 0,16 | 7,79 | 16,1 | ||
14 | 7,50 | 18,6 | |||||
16 | 0,15 | 7,19 | 20,9 | ||||
18 | 6,90 | 23,3 | |||||
20 | 0,14 | 6,62 | 25,6 | ||||
22 | 6,35 | 27,8 | |||||
25 | 0,13 | 5,96 | 31,1 | ||||
5 | 0,22 | 12,55 | 8,8 | ||||
6 | 12,34 | 10,5 | |||||
8 | 0,21 | 11,93 | 13,9 | ||||
10 | 11,53 | 17,1 | |||||
12 | 0,20 | 11,13 | 20,3 | ||||
426 | 106 | 14 | 10,73 | 23,5 | |||
16 | 10,37 | 26,6 | |||||
18 | 0,19 | 10,00 | 29,5 | ||||
20 | 9,64 | 32,5 | |||||
22 | 0,18 | 9,29 | 35,4 | ||||
25 | 10,44 | 43,3 | |||||
40 | 28 | 0,19 | 9,90 | 48,7 | |||
30 | 9,55 | 51,7 | |||||
5 | 17,58 | 11,1 | |||||
6 | 0,27 | 17,31 | 13,2 | ||||
8 | 16,79 | 17,4 | |||||
480 | 120 | 10 | 0,26 | 16,30 | 21,9 | ||
12 | 15,80 | 25,5 | |||||
14 | 0,25 | 15,30 | 29,6 | ||||
25 | 16 | 14,82 | 33,5 | ||||
6 | 0,33 | 22,96 | 15,9 | ||||
8 | 0,32 | 22,33 | 21,0 | ||||
10 | 21,71 | 25,9 | |||||
530 | 132 | 12 | 0,31 | 21,11 | 30,9 | ||
14 | 20,51 | 35,8 | |||||
16 | 0,30 | 20,00 | 40,6 | ||||
40 | 20 | 0,31 | 21,62 | 53,8 | |||
25 | 0,30 | 20,41 | 65,7 | ||||
6 | 0,46 | 37,65 | 22,1 | ||||
8 | 0,45 | 36,78 | 29,3 | ||||
25 | 10 | 36,00 | 36,4 | ||||
12 | 0,44 | 35,06 | 43,3 | ||||
630 | 157 | 14 | 0,43 | 34,22 | 50,1 | ||
16 | 33,39 | 56,9 | |||||
18 | 0,45 | 36,73 | 67,6 | ||||
40 | 20 | 0,44 | 35,88 | 74,6 |
docs.cntd.ru
Днища гипсосварочных котлов
Array ( [prod-standards] => stdClass Object ( [id] => 3 [title] => Стандарты изготовления [name] => prod-standards [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-23 14:31:51 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [rows] => [cols] => [maxlength] => [filter] => ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Стандарты изготовления [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => textarea [default_value] => [context] => com_content.article [group_id] => 1 [label] => Стандарты изготовления [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Каталог [group_access] => 1 [group_state] => 1 [value] => [rawvalue] => ) [tech-capabilities] => stdClass Object ( [id] => 4 [title] => Технические возможности [name] => tech-capabilities [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-23 14:32:22 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [rows] => [cols] => [maxlength] => [filter] => ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Технические возможности [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => textarea [default_value] => [context] => com_content.article [group_id] => 1 [label] => Технические возможности [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Каталог [group_access] => 1 [group_state] => 1 [value] => Изготовление по индивидуальным размерам, согласно чертежей, с учетом особенностей конструкции котла. [rawvalue] => Изготовление по индивидуальным размерам, согласно чертежей, с учетом особенностей конструкции котла. ) [construction] => stdClass Object ( [id] => 5 [title] => Конструкция [name] => construction [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-24 10:56:44 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [buttons] => [width] => [height] => [filter] => raw ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Конструкция [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => editor [default_value] => [context] => com_content.article [group_id] => 2 [label] => Конструкция [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Табы каталог [group_access] => 1 [group_state] => 1 [value] =>Конструктивно, днище гипсоварочного котла - это сферическое днище, в котором форма задается наружным радиусом не по всему диаметру днища. Вместе с отступом они образуют полку шириной от 80 до 160 мм по периметру вогнутой части. При этом формы конструкций и ширина полки задаются техническим заданием, зависят от типа котла и его конструктивных особенностей.

| D – наружный диаметр днища | R – радиус сферы | h – высота полки |
| S – толщина стенки | r – радиус изгиба полки | H – общая высота днища |
Конструктивно, днище гипсоварочного котла - это сферическое днище, в котором форма задается наружным радиусом не по всему диаметру днища. Вместе с отступом они образуют полку шириной от 80 до 160 мм по периметру вогнутой части. При этом формы конструкций и ширина полки задаются техническим заданием, зависят от типа котла и его конструктивных особенностей.
| D – наружный диаметр днища | R – радиус сферы | h – высота полки |
| S – толщина стенки | r – радиус изгиба полки | H – общая высота днища |
Для производства днищ гипсоварочных котлов используются материалы, заданные техническим заданием. Предприятие имеет возможность использовать высококлассные жаропрочные стали следующих марок:
15Х25Т, 36Х18Н25С2, 15Х6СЮ, 08Х17Т, 10Г2ФБЮ, 12Х1МФ и другие.
Все используемые материалы проходят входной контроль качества, имеют все необходимые документы и сертификаты качества.
[rawvalue] =>Для производства днищ гипсоварочных котлов используются материалы, заданные техническим заданием. Предприятие имеет возможность использовать высококлассные жаропрочные стали следующих марок:
15Х25Т, 36Х18Н25С2, 15Х6СЮ, 08Х17Т, 10Г2ФБЮ, 12Х1МФ и другие.
Все используемые материалы проходят входной контроль качества, имеют все необходимые документы и сертификаты качества.
) [methods] => stdClass Object ( [id] => 7 [title] => Методы изготовления [name] => methods [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-24 11:20:10 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [buttons] => [width] => [height] => [filter] => raw ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Методы изготовления [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => editor [default_value] => [context] => com_content.article [group_id] => 2 [label] => Методы изготовления [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Табы каталог [group_access] => 1 [group_state] => 1 [value] =>Предприятие изготавливает днища гипсоварочных котлов методом горячей штамповки. При этом плоские сварные заготовки нагреваются в штамповочной оснастке. Благодаря использованию жаропрочной нержавеющей стали в процессе производства днищ, срок эксплуатации котлов увеличивается в несколько раз, это дает ощутимую экономию.
Далее, по желанию заказчика, выполняется обработка кромок, полировка, пескоструйная обработка готовых изделий.
[rawvalue] =>Предприятие изготавливает днища гипсоварочных котлов методом горячей штамповки. При этом плоские сварные заготовки нагреваются в штамповочной оснастке. Благодаря использованию жаропрочной нержавеющей стали в процессе производства днищ, срок эксплуатации котлов увеличивается в несколько раз, это дает ощутимую экономию.
Далее, по желанию заказчика, выполняется обработка кромок, полировка, пескоструйная обработка готовых изделий.
) [controls] => stdClass Object ( [id] => 8 [title] => Контроль качества [name] => controls [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-24 11:20:40 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [buttons] => [width] => [height] => [filter] => raw ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Контроль качества [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => editor [default_value] => [context] => com_content.article [group_id] => 2 [label] => Контроль качества [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Табы каталог [group_access] => 1 [group_state] => 1 [value] =>Обязательный этап производства - контроль качества готовых изделий. Объемы и виды контроля определяются с учетом технического задания заказчика.
Готовые изделия проходят визуально – измерительный контроль, ультразвуковую диагностику сварных соединений, включающую в себя дефектоскопию и толщинометрию. По пожеланию заказчика, в качестве дополнительной услуги, осуществляется рентгенографическая и цветная диагностика, а также стилоскопический контроль химического состава стали и сварных материалов.
По результатам контроля, ОТК предприятия выписывает и заверяет Паспорт качества на готовое изделие.
[rawvalue] =>Обязательный этап производства - контроль качества готовых изделий. Объемы и виды контроля определяются с учетом технического задания заказчика.
Готовые изделия проходят визуально – измерительный контроль, ультразвуковую диагностику сварных соединений, включающую в себя дефектоскопию и толщинометрию. По пожеланию заказчика, в качестве дополнительной услуги, осуществляется рентгенографическая и цветная диагностика, а также стилоскопический контроль химического состава стали и сварных материалов.
По результатам контроля, ОТК предприятия выписывает и заверяет Паспорт качества на готовое изделие.
) [add-services] => stdClass Object ( [id] => 9 [title] => Дополнительные услуги [name] => add-services [checked_out] => 0 [checked_out_time] => 0000-00-00 00:00:00 [note] => [state] => 1 [access] => 1 [created_time] => 2018-04-24 12:32:49 [created_user_id] => 766 [ordering] => 0 [language] => * [fieldparams] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [buttons] => [width] => [height] => [filter] => raw ) [initialized:protected] => 1 [separator] => . ) [params] => Joomla\Registry\Registry Object ( [data:protected] => stdClass Object ( [hint] => Дополнительные услуги [render_class] => [class] => [showlabel] => 1 [show_on] => [display] => 2 [display_readonly] => 2 ) [initialized:protected] => 1 [separator] => . ) [type] => editor [default_value] => [context] => com_content.article [group_id] => 3 [label] => Дополнительные услуги [description] => [required] => 0 [language_title] => [language_image] => [editor] => [access_level] => Public [author_name] => Супер администратор [group_title] => Дополнительные услуги [group_access] => 1 [group_state] => 1 [value] =>- Термообработка
- Пескоструйная обработка
- Подрезка торца, снятие фаски под приварку
- Полировка наружной и внутренней поверхности до Ra=0.4 мкм
- Упаковка и доставка готовых изделий до объекта, в любую точку России и СНГ
- Дополнительный контроль качества:
- Стилоскопирование
- Цветная диагностика
- Рентгенографическая диагностика
- Термообработка
- Пескоструйная обработка
- Подрезка торца, снятие фаски под приварку
- Полировка наружной и внутренней поверхности до Ra=0.4 мкм
- Упаковка и доставка готовых изделий до объекта, в любую точку России и СНГ
- Дополнительный контроль качества:
- Стилоскопирование
- Цветная диагностика
- Рентгенографическая диагностика
exprommash.ru
Inox-group || +7 495 255 35 22

Tecnofondi S.p.a.
Итальянская компания Tecnofondi S.p.a была создана в 1965 году для изготовления днищ, используемых для производства емкостей, цистерн и котлов. Благодаря огромному опыту работы и постоянным инвестициям в развитие обеспечивается выпуск высококачественной продукции. За период работы были созданы два отдельных производственных участка, где полностью отдельно друг от друга в отдельных здания перерабатываются углеродистая и нержавеющая сталь.
Компания Tecnofondi имеет один из самых больших в Европе складской запас объемом около 500 тонн разных днищ.



Производственный цикл начинается с обработки стального листа горячей обкаткой, благодаря которой достигается значительная экономия времени и повышается эффективность производства.
Благодаря тому, что производство нержавеющей и углеродистой продукции происходит в отдельном производственном здании, обеспечивается наивысшее качество конечного продукта,так как избегается перемешивание углеродистой и нержавеющей стали, а также для обработки этих материалов используется отдельное оборудование, разработанное специально для того или иного материала.
Завод по изготовлению нержавеющих днищ.






На данном заводе используется следующее оборудование и установки:
- 1 гидравлическое режущее оборудование с рабочей поверхностью 3100 мм, способно к резке металла толщиной до 10 мм. Оборудование оснащено защитными роликами, благодаря которым защитная фольга ПВК остаётся на металле без повреждения.
- 1 машина по фиксации защитного слоя из ПВК на нержавеющих листах шириной до 2000 мм
- 1 установка по плазменной резке размером 2х12 м, оснащенная плазменным резаком компьютерного управления. Установка применяется для резки металлических листов для получения дисков и полу дисков толщиной до 15 мм, которые должны быть сварены
- 1 круговое гидравлическое режущее оборудование для круговой резки дисков и крондиаметром до 3200 мм и толщиной до 8 с или без резки центральной дыры
- 2 автоматические сварочные линии с движущим полотном, роликами для защиты ПВК слоя и тремя сварочными головками: TIG для толщины до 3 мм, дуговая сварка (ARC) для толщины металла от 3 мм до 8 мм и плазменная сварка для всех толщин
- 1 линия для шлифовки сварочных швов с защитными роликами для сохранения слоя ПВК
- 2 гидравлических пресса мощностью давления 6000 тонн и рабочей поверхностью 5500 мм. Прессы оснащены манипулятором для подъема дисков диаметром до 5400 мм и весом до 4500 кг
- 2 фланжирующие установки для фланжирования днищ толщиной до 24 мм с или без центральной дыры. Установка автоматически подрезает края днищ методом плоской резки как с внутренним так и наружным скосом
- 10 специальных роликов из алюминиево-бронзового сплава, физические и механические характеристики которых нацелены на обработку исключительно нержавеющей стали
- 1 секция, предназначена для скашивания края днища после плазменной резки для получения ровного или скошенного края в соответствии с требованиями клиента
- 1 отдел для шлифовки днищ с одним позиционирущим элементом с ортогональной осьюи 2 шлифовальные головки мощностью 3 кВт, которые шлифуют с абразивной лентой иполировочным роликом. Данная линия способна обрабатывать днища диаметром до 5 мнезависимо от формы. Благодаря использованию абразивных лент разной шероховатости можно достичь шероховатость стали менее чем 0,01 микрон как изнутри так и снаружи
- 1 гибочная машина с 4 роликами, способна к изготовлению конических и цилиндрических форм толщиной до 6 мм, высотой до 1500 и с минимальной центральной дырой 105 мм.
Завод по изготовлению днищ из углеродистой стали
оснащен подобным оборудованием,разработанным для обработки данного вида стали.


Расшифровка размеров:D – внешний диаметр Di – внутренний диаметр S – толщина R – радиус днища r – радиус уклона h – ровный край Ht – общая наружная высота H – общая внутренняя высота без ровного края Sv – диаметр диска из которого изготовлено днищеV – объем днища в литрах
Отклонения:Для внутреннего диаметра: < Ø 2000 мм = ± 2‰ · Ø > Ø 2000 мм = ± 3‰ · Ø Овальность (максимальная разница между минимальным и максимальным диаметром): ± 3‰ · Ø Общая высота: - 0 + 25 мм
Производство днищ
Содержание: Презентация, технология производства
Каталог

Сертификаты
inox-group.ru
Производство и штамповка днищ от производителя
Для специалистов
Диаметр днищдо 11 мНТДГОСТ 6533-78, ГОСТ Р 52630-20069, ГОСТ 14249-89, DIN 28011, DIN 28013Метод изготовленияштамповка, фланжированиеМатериал3, 20, 20К, 09Г2С, 17Г1С, 10Г2ФБЮ, 15ХМ, 15Х5М, 12Х1МФ, 03Х18Н11, 12Х18Н10Т, 10Х17Н13М2Т, 20Х23Н18, 06ХН28МДТ и другиеОптимальный выбор
Компания «Промформа» занимается изготовлением днищ для промышленных установок, пищевой, нефтехимической, газовой и атомной промышленности. Поставки деталей и готового оборудования – одно из направлений деятельности компании. За годы плодотворной работы компания расширила сферу своих услуг. На сегодняшний день компания «Промформа», разрабатывая проектную документацию на изделия может предложить собственные конструкторско-технологические решения.
Мы специализируемся на изготовлении днищ разных форм и диаметров для сосудов, аппаратов и котлов. Нашими клиентами являются производители аппаратов и емкостей для нефтехимии. Заказать днища, купить и организовать доставку можно сделав запрос, который будет обработан в течении одного-трех дней. Если заказчик предоставляет нормативно-техническую документацию и планирует купить днища для своего производства, то мы выполним все технические требования а так же подберем оптимальную технологию изготовления и наилучший материал для изделия.
Мы изготавливаем днища различной формы методом штамповки нагорячо либо раскатки нахолодно для сосудов, аппаратов и котлов, работающих под давлением. Предлагаем широкий выбор торосферических днищ для баков пищевой и фармацевтической промышленности с низким рабочим давлением. Толстостенные днища для нефтегазовой промышленности, днища гипсоварочных котлов из жаропрочной стали, а также плоские днища для аппаратов, работающих без давления или под давлением. Компания «Промформа» занимается производством цельноштампованных и лепестковых сферических днищ, купить которые можно по предварительному заказу.
С нами выгодно сотрудничать, поскольку мы принимаем как большие заказы, так и маленькие партии, независимо от количества и сложности деталей. Мы разработали уникальные условия и способы доставки заказов. Доставляем в любую точку России любой негабаритный груз. С помощью специально разработанных транспортировочных рамок, мы достигаем того, чтобы изделие вписалось в габариты транспортного средства.
www.promforma.ru
Изготовление котлов. Сборка цилиндрической части котла.
Изготовление котлов. Сборка цилиндрической части котла. 4.57/5 (91.43%) проголосовало 7

Сборка паровых котлов значительно отличается от сборки металлических конструкций и резервуаров.
Сборке паровых котлов предшествуют подготовительные операции: сборка цилиндрического корпуса, сборка жаровых труб и огневых камер.
Цилиндрическая часть котла состоит из цилиндрических барабанов-обечаек, которые могут иметь два вида заклепочных соединений — встык или внахлестку. Каждый из этих видов имеет свои приемы сборки.
Сборка обечаек
При сборке обечайки с одним продольным стыковым швом стягиваются до соприкосновения кромок, а при двух продольных швах, их половинки накладываются в стыках одна на другую.
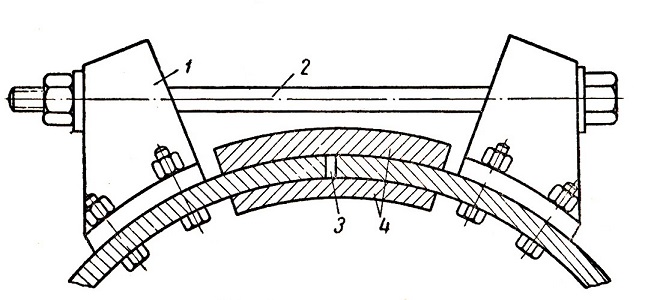
Рис. 1. Стягивание обечайки:
1 — угольник; 2 — стяжной болт; 3 — стыки; 4 — накладки (верхняя и нижняя).
Обечайки стягиваются стяжными болтами, которые проходят через отверстия угольников, прикрепленных к кромкам обечаек (рис. 1). После стягивания обечаек кромки по всей длине шва соединяются двумя-тремя короткими стыковыми временными планками.
Кромки обечаек со швом внахлестку соединяются несколькими сборочными болтами. У обечаек с заклепочным швом внахлестку сверлятся предварительно все отверстия. У обечаек из толстых листов со швом встык предварительно сверлят только несколько сборочных отверстий.
Обечайки перед дальнейшей сборкой правят по шаблону, придавая им правильные очертания окружности. Во избежание вмятин от непосредственных ударов кувалдой обечайки правят с применением гладилок. Наносить удары молотком непосредственно по металлу вообще не следует. Для этого нужно употреблять какую-либо прокладку толщиной 2—3 мм.
В некоторых конструкциях паровых котлов концы продольных швов, соединяемых встык, заваривают на длину, перекрывающую ширину поперечного заклепочного шва. Такой шов увеличивает жесткость соединения и устраняет необходимость оттягивать лацки в стыковых частях. Для сварки швов применяется газовая или электрическая сварка с проковкой шва. Сварные соединения зачищаются, временные накладки с них снимаются, и сборочные болты заменяются постоянными стыковыми.
Обечайки перед свертыванием соединяются болтами, диаметр которых на 4 мм меньше диаметра отверстий. Оси отверстий, просверливаемых в обечайке, должны иметь радиальное направление к оси обечайки. Отверстия сверлятся по разметке на наружной стыковой накладке. После сверления стыковые накладки снимаются, и заусенцы зачищаются вокруг отверстий.
Накладки устанавливаются только на корпус, с помощью сборочных болтов через одно-два отверстия. Накладки должны прилегать к корпусу так плотно, чтобы тонкий конец щупа не проходил в щель (вместо щупа можно пользоваться куском стальной рулетки с тонко заточенным концом). Причиной неплотного прилегания накладки может быть плохо очищенная от ржавчины и окалины поверхность ее и неполное удаление с нее заусенцев.
Отверстия должны совпадать между собой, отклонения при сварке допускаются только 1 —1,5 мм. Раздача отверстий оправкой в котлостроении не допускается, так как вокруг отверстий получается большое напряжение металла.
Сборочные болты должны свободно входить в отверстие накладок и корпуса. В начале сборки в разных местах шва ставят несколько болтов, а затем, применяя сильную подтяжку, болты устанавливают в оставшиеся свободными отверстия, которые расположены между уже установленными болтами. Этим создается плотность заклепочного шва. Чем больше будет поставлено сборочных болтов, тем качественнее будет шов.
Уплотнение шва барабана
При разных радиусах кривизны поверхностей барабана и стыковых накладок необходимо уплотнить шов, что достигается пригибкой накладок. Пригибать накладки ударами кувалды вредно, так как на накладке могут образоваться выбоины, и равномерное прилегание накладок по длине едва ли будет достигнуто.
Для пригонки накладки применяют местный нагрев до красного каления и ударами кувалды по наложенной на накладку гладилке с одновременным подтягиванием сборочных болтов уплотняют накладку. При местных нагревах следует избегать ударов по не нагретым участкам и прекращать удары, как только металл потерял -красное каление.
При уплотнении швов удары вначале наносят по средине накладки, а затем равномерно распространяют их к концам накладки и кромкам листа. Не следует допускать окончательного уплотнения вначале одного участка шва, а затем остальных, так как это приведет к ослаблению шва на смежных участках. Плотность пригонки накладок проверяют щупом у кромок листов и отверстий.
У барабанов, котлов и резервуаров, имеющих швы внахлестку, уплотнение швов выполняется этим же способом.
Соединение звеньев барабана. Лацка.
При соединении двух звеньев барабана внахлестку конец одного звена вставляется в отверстие другого. В листах для соединения кромок встык без зазоров делаются лацки — оттянутые участки листа. Если звено обоими концами вставляется в звено большего диаметра, лацки оттягиваются на обоих углах наружной продольной стороны звена. Если одно из соседних звеньев по диаметру больше другого, то лацки оттягиваются по диагонально противоположным углам листа. В местах оттягивания лацок отверстия не сверлят во избежание их смещения при вытяжке. Их сверлят после сборки листов.
Собранные барабаны-обечайки соединяют между собой вертикальным или горизонтальным способами. При вертикальном способе ослабляют гайки сборочных болтов наружного барабана (обечайки), и когда шов несколько разойдется, обечайку при помощи крана надевают на установленный вертикально внутренний барабан. Затем совмещают оси отверстий поперечного шва сборочными оправками.
При горизонтальном способе внутренний барабан одним боком (нижним) вставляют в наружный и схватывают оправками несколько отверстий поперечного шва. С противоположной стороны.
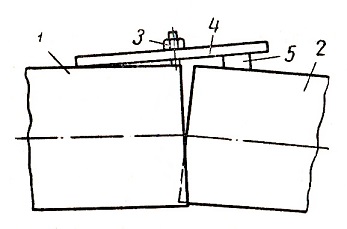
Рис. 2. Соединение двух обечаек:
1 — наружная обечайка; 2 — внутренняя обечайка; 3 — нажимной болт; 4 — рычаг; 5 — подкладка.
На внутреннюю обечайку при помощи рычага нажимают болтом (рис. 2) и ударяют по ней. Нижний край внутренней обечайки постепенно опускается, а верхний заходит внутрь наружной обечайки. При совпадении осей отверстий поперечного шва обеих обечаек сначала в отверстия устанавливаются сборочные оправки, затем поперечный шов соединяют болтами.
При сборке положение одной обечайки по отношению к другой контролируется продольными рисками, которые наносят снаружи обечаек.
Сборку обечаек выполняют на низких стеллажах с установленными на них роликами для облегчения поворотов барабана.
Вставка днища в барабан
Операция вставки днищ в барабаны мало отличается от операции соединения обечаек. Для создания большей плотности в заклепочном шве днища и барабана длина наружной окружности днища в месте соединения с барабаном делается длиннее внутренней окружности обечайки на 3 — 4 мм.
Для вставки днищ концы корпуса подогреваются, вследствие чего диаметр барабанов увеличивается, и днище от легких ударов кувалдой входит в корпус. После охлаждения корпус плотно обжимает борты днища. В каждом случае размеры днищ подгоняются по обечайке. При малых диаметрах днищ корпус нагревают докрасна, обжимают швы и кувалдами через одно-два отверстия затягивают на сборочные болты.
Если днище свободно входит в обечайку, то после сверления отверстий днище вынимают, зачищают заусенцы, очищают швы от стружки и вторично вставляют в барабан. Затем производят обжатие швов с нагревом. Обжатие должно производиться с одного нагрева, равномерно по всей окружности барабана. Для нагрева концов обечайки применяются специальные подвижные кольцевые горны.
mechanicinfo.ru
Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры
ФОРМУЛЫ ДЛЯ РАСЧЕТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ F, ТЕОРЕТИЧЕСКОГО ДИАМЕТРАЗАГОТОВКИ D, МАССЫ Q И ОБЪЕМА V ДНИЩ
Для днищ с наружнымибазовыми размерами:
; (1)
; (2)
; (3)
. (4)
Теоретический диаметрзаготовки днищ рассчитывается по формуле (2) безучета вытяжки при штамповке и припуска на обрезку.
x — коэффициент, которыйвыбирается по графику (черт. 1) в зависимостиот отношения днищ илирассчитывается по формуле
, (5)
где
, (6)
xн — коэффициент, который выбирается по графику (черт. 2) в зависимости от отношения днищ илирассчитывается по формуле (5).
Значение K в этом случае определяетсяпо формуле
, (7)
g — плотность материала днищ.
График изменения коэффициента x в зависимости от отношения днища
Черт. 1
График изменения коэффициента xн в зависимости от отношения днища
Черт. 2
Графикизменения коэффициента xв в зависимости от отношения днища
Черт. 3
(Измененная редакция, Изм. № 2).
Для днищ с внутреннимибазовыми размерами:
а) с высотой эллиптическойчасти, равной hв = 0,25 Dв
; (8)
; (9)
; (10)
, (11)
где xв — коэффициент, которыйвыбирается по графику (черт. 3) взависимости от отношения или рассчитывается поформуле (5). Значение K в этом случае определяетсяпо формуле
; (12)
б) с высотой эллиптическойчасти, равной hв = 0,2 Dв
; (13)
; (14)
; (15)
. (16)
Услуги по монтажу отопления водоснабжения
ООО ДИЗАЙН ПРЕСТИЖ 8(495)744-67-74
Кроме быстрого и качественного ремонта труб отопления, оказываем профессиональный монтаж систем отопления под ключ. На нашей странице по тематике отопления > resant.ru/otoplenie-doma.html < можно посмотреть и ознакомиться с примерами наших работ. Но более точно, по стоимости работ и оборудования лучше уточнить у инженера.
Для связи используйте контактный телефон ООО ДИЗАЙН ПРЕСТИЖ 8(495) 744-67-74, на который можно звонить круглосуточно.
Отопление от ООО ДИЗАЙН ПРЕСТИЖ Вид: водяное тут > resant.ru/otoplenie-dachi.html
Обратите внимание
Наша компания ООО ДИЗАЙН ПРЕСТИЖ входит в состав некоммерческой организации АНО МЕЖРЕГИОНАЛЬНАЯ КОЛЛЕГИЯ СУДЕБНЫХ ЭКСПЕРТОВ. Мы так же оказываем услуги по независимой строительной технической эесаертизе.
profiy.ru
Типы днищ для емкостного оборудования -
Конструкция любой ёмкости, резервуара или сосуда подразумевает наличие днища. Вариант исполнения днищ в первую очередь зависит от условного давления и состава среды, на которое рассчитывается та или иная ёмкость. Материал изготовления, форма днищ, применяемых в самых различных сферах промышленности и производства также подбираются индивидуально.
Конструкция любой ёмкости, резервуара или сосуда подразумевает наличие днища. Вариант исполнения днищ в первую очередь зависит от условного давления и состава среды, на которое рассчитывается та или иная ёмкость. Материал изготовления, форма днищ, применяемых в самых различных сферах промышленности и производства также подбираются индивидуально.
Согласно ГОСТ Р 52630-2006, к применянению допускаются днища следующих типов: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах. Обычно используются следующие типы днищ.
Конические днища
Данный тип днищ используется в аппаратах, имеющих коническую или цилиндрическую формы. Параметры конструктивного элемента зависят от геометрии сосудов и включают в себя:
- диаметр широкой части;
- диаметр узкой части;
- толщину материала;
- угол наклона;
- расстояние между широкой и узкой частью днища.
Технология изготовления днища конической формы заключается в сваривании заготовки из стального листа — на первом этапе, и формовки днища способом холодного фланжирования — на втором.
Конические аппараты рекомендованы к применению в тех случаях, когда необходимо полное удаление сыпучих, кусковых или жидких продуктов. Выбор угла в вершине конуса в 60˚соответствует требованию выгрузки вязких продуктов, угол в 90˚ — для невязких жидкостей, кусковых или порошкообразных сухих материалов.
Эллиптические днища
Эллиптическая форма днища является самой оптимальной для сосудов высокого давления. Форма половины эллипса просматривается при иссечении днища в меридиональном направлении. Геометрия и объясняет название конструкции дна.
Днища для сосудов диаметром до 2 м изготавливают штамповкой, от 2 м и больше — холодным фланжированием и последующей сваркой. Разновидностью данных конструкций являются торосферические днища, используемые в сосудах с давлением до 6 бар.
Эллиптические днища, изготавливаемые по ГОСТ 6533-78, широко применяются в сосудах с рабочим давлением до 16 МПа или, работающих под вакуумом. Такое оборудование используют в нефтеперерабатывающей, газовой и химической отраслях промышленности.
Плоские днища
Рекомендуется применять в сосудах, работающих под налив (т.е. — без давления) или с небольшим давлением до 0,07 МПа. Рабочая среда в емкости может быть нейтральной или агрессивной.
Изготовление плоских днищ производится способом холодной раскатки с последующей термообработкой либо свариванием заготовки из стального листа. Данный вид днища — менее оптимальный вариант для емкостей, находящихся под давлением, т.к. для обеспечения необходимой прочности требуется более толстостенный материал.
Плоские днища рекомендованы для аппаратов под давлением, внешний диаметр которых не превышает 0,4 м. Для более объемных аппаратов можно использовать отбортованные плоские днища с ребрами жесткости.
Следующая новость Предыдущая новостьtmmash.ru






